















 187 / 397
187 / 397

Современные технологии и автоматизация в машиностроении
187
размеры, а исходное дерево – конструкторские размеры и размеры припусков. Таким обра-
зом, граф технологического процесса позволяет в закодированной форме представить гео-
метрическую структуру технологического процесса обработки и является его математиче-
ской моделью. Применение таких математических моделей позволит выбирать технологиче-
ские процессы обработки элементов, удовлетворяющие требованиям по точности изготовле-
ния и требованиям сборки изделия.
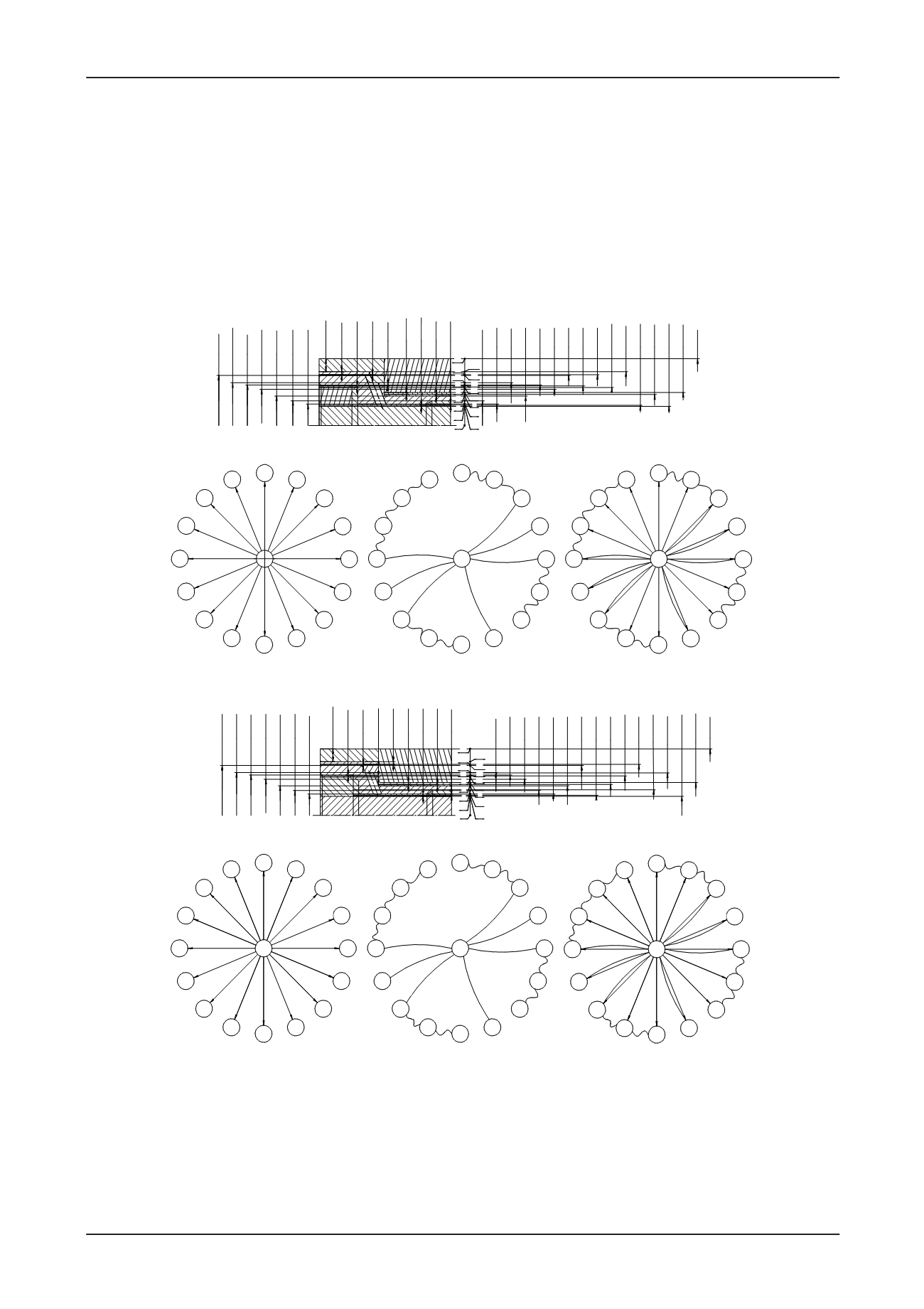
На рис. 6 (а, б) представлены размерные схемы (радиальное направление) двух вари-
антов технологических процессов для детали «Ось» и их расчет на точность с применением
теории графов, где А - конструкторские размеры, Т - технологические размеры, З – размер
исходной заготовки, Z – припуски на механическую обработку.
Т1
Т2
Z2
Т3
Т4
Z4
Z5
Т5
Т6
Т7
Z7
Т8
Z8
Т9
Z9
Т11
Z11
Т10
Т12
Z12
Т13
Z13
Т14
Т15
З1
1
А7
А5
А4
А6
А3
А2
А1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
А1
А2
А3
А4
А5
А6
А7
Z2
Z4
Z5
Z7
Z8
Z9
Z11
Z12
Z13
Т1
Т2
Т3
Т4
Т5
Т6
Т7
Т8
Т9
Т10
Т11
Т12
Т13
Т14
Т15
З1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
А1
А2
А3
А4
А5
А6
А7
Z2
Z4
Z5
Z7
Z8
Z9
Z11
Z12
Z13
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Т1
Т2
Т3
Т4
Т5
Т6
Т7
Т8
Т9
Т10
Т11
Т12
Т13
Т14
Т15
З1
Производное дерево
Исходное дерево
Совмещенный граф
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
а)
Рис. 6 a. Размерная схема и расчет на точность для технологического процесса №1 детали «Втулка»
Т1
Т2
Z2
Т3
Т4
Т5
Z5
Т6
Z6
Т7
Z7
Т8
Z8
Т9
Z9
Т10
Т11
Z11
Т12
Т13
Z13
Т14
Т15
З1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
А7
А5
А4
А6
А3
А2
А1
2
3
5
6
7
8
9
10
11
14
15
17
4
12
13
16
Z10
Производное дерево
Исходное дерево
Совмещенный граф
2
3
5
6
7
8
9
10
11
14
15
17
А1
А2
А3
А4
А5
А6
А7
Z2
Z6
Z8
Z9
Z10
Z11
Z13
Z5
4
12
13
16
Z7
1
2
3
5
6
7
8
9
10
11
14
15
17
4
12
13
16
Т1
Т2
Т3
Т4
Т5
Т6
Т7
Т8
Т9
Т10
Т11
Т12
Т13
Т14
Т15
З1
1
1
А1
А2
А3
А4
А5
А6
А7
Z2
Z6
Z8
Z9
Z10
Z11
Z13
Z5
Z7
Т1
Т2
Т3
Т4
Т5
Т6
Т7
Т8
Т9
Т10
Т11
Т12
Т13
Т14
Т15
З1
б)
Рис. 6 б. Размерная схема и расчет на точность и для технологического процесса №2 детали «Втулка»
Для автоматизации расчета технологических размерных цепей использован подход,
исходными данными для которого являются граф технологического процесса и размерные
цепи. В нем используются две матрицы: номинальных размеров и допусков. Преимущества
данного подхода: отсутствие необходимости выявления увеличивающих и уменьшающих
звеньев, отдельных размерных цепей и составления уравнений расчета; для расчета всех