















 175 / 397
175 / 397

Современные технологии и автоматизация в машиностроении
175
В рамках исследования оценка строится на основе информации о реальной производ-
ственной системе (рис.1):
– учет конкретной номенклатуры деталей, изготовленных в рассматриваемый период
в данной производственной системе
– учет имеющихся средств контроля в данной производственной системе.
Для обеспечения автоматизации контроля параметров деталей со сложными поверх-
ностями сформирована информационная база элементарных поверхностей [3], [8-9]. Пред-
ложено выделить 4 группы поверхности на детали:
1)
элементарные поверхности (цилиндрические, конические, плоскость, сфериче-
ские);
2)
поверхности с периодическим профилем (винтовые, шлицевые, зубчатые);
3)
поверхности, описываемые сложной функцией, и выполняющие специальное
функциональное назначение (поверхности с аэродинамическими свойствами);
4)
поверхности, описываемые кривыми более высокого порядка.
Для занесения информации в баз данных деталь разбивается на элементарные поверх-
ности в соответствии с разрабатываемой классификацией [4].
Занесение данных о детали происходит в пять этапов:
занесение общих сведений о детали;
ввод данных об элементарных поверхностях составляющих деталь;
занесение информации о требованиях к отклонениям от геометрической формы;
ввод данных о размерных связях между элементарными поверхностями;
занесение информации о требованиях к взаимному расположению элементарных
поверхностей.
Таким образом, формируется таблица однородности поверхностей деталей на основе
анализа, предъявляемых к ним размерным и геометрическим требованиям.
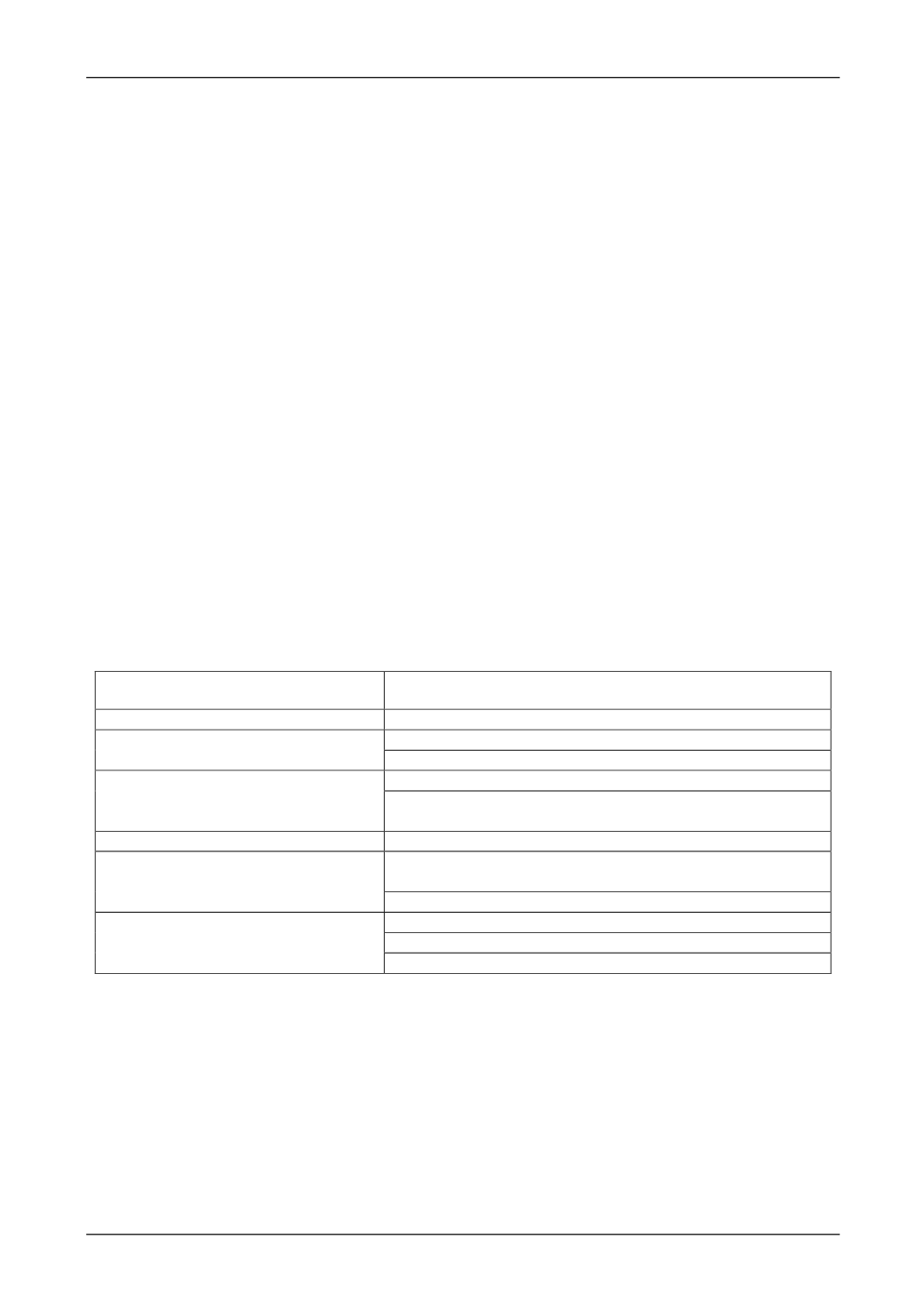
Таблица
Контролируемые параметры поверхностей деталей
Вид поверхности
Контролируемые размерные и геометрические параметры
Плоскость
Линейные размеры (а×в×h)
Радиус основания (R)
Цилиндрическая
Размер боковой поверхности (h)
Радиус основания (R)
Коническая
Угол для определения ориентации поверхности в про-
странстве
Сферическая
Радиус поверхности (R)
Радиус наружной (образующей) в сечении поверхности
(R)
Тороидальная
Радиус направляющей (R)
Угловой параметр
Координаты образующей
Винтовая
Шаг винтовой линии
Далее применяется аппарат кластерного анализа для определения критерия показателя
степени сложности и возможности самого процесса контроля [6-7]
,
который сводится к на-
хождению количественного выражения коэффициента сложности с целью закрепления де-
тали к определенной группе и соответственно выбор методики измерения поверхностей этой
детали (количество контролируемых точек и их расположение на поверхности). Выбор мето-
дики измерения основан на сравнении полученного значения коэффициента сложности с ба-
зовым значением этого коэффициента для определенной группы.
Объединение поверхностей деталей в группы по однородности с позиции контроли-
руемых параметров позволяет автоматизировать процесс контроля и обработки данных его
результатов.