















 139 / 397
139 / 397

Современные технологии и автоматизация в машиностроении
139
с высокой производительностью, соизмеримой с традиционным зубонарезанием быстроре-
жущей червячной фрезой цилиндрических колес с прямолинейными зубьями.
Перспективным направлением повышения производительности обработки круговых
зубьев цилиндрических колес является комбинирование способов чистовой и черновой обра-
ботки с различными схемами резания. Так для черновой обработки целесообразно применять
зуборезные резцовые головки для конических передач с трапецеидальными зубьями с ради-
альной подачей, обкатыванием или комбинированной подачей, что позволит снизить себе-
стоимость обрабатываемого изделия за счет высокой производительности и низкой стоимо-
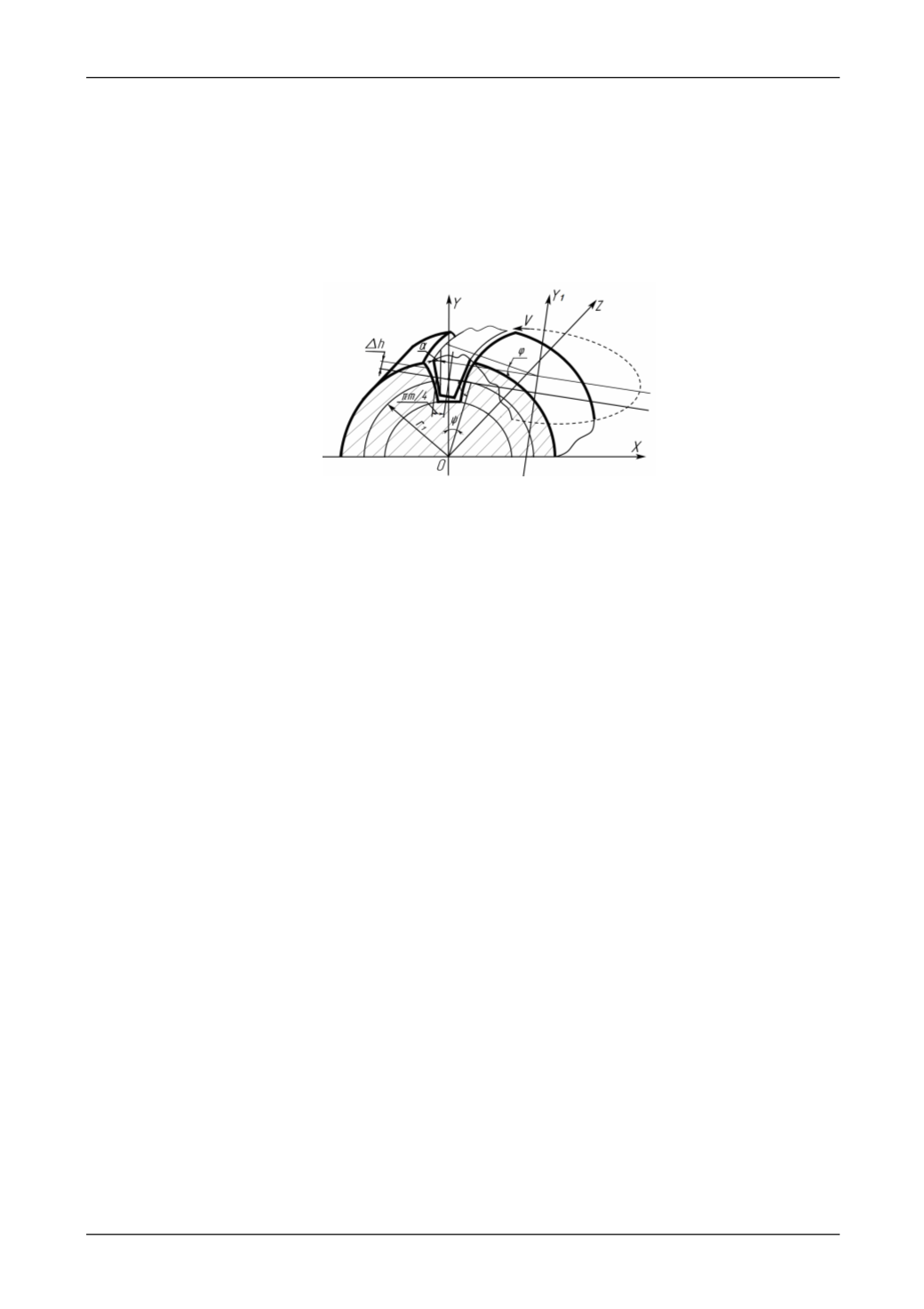
сти инструмента и оборудования (рис. 1).
Рис. 1. Разработка математического отображения чернового нарезания цилиндрических арочных зубча-
тых колес резцовыми головками
Пространство черновой обработки резцовыми головками с трапецеидальными зубья-
ми, в общем, может быть представлено выражением (1) позволяющим контролировать его
любую точку. Причем для правого и левого режущего лезвия выражения отличаются (2), (3).
sin
cos
cos 1
25,0
1
0
1
r h
r
r
tgh m
x
i
;
cos
sin
cos 1
25,0
1
0
1
r h
r
r
tgh m
y
i
;
(1)
sin
0
i
r z
.
Правая кромка при
φ=0:
sin
cos
25,0
1
1
r h
r
tgh m
x
;
cos
sin
25,0
1
1
r h
r
tgh m
y
;
(2)
sin
0
i
r z
.
Левая кромка при
φ=0:
sin
cos
25,0
1
1
r h
r
tgh m
x
;
cos
sin
25,0
1
1
h r
r
tgh m
y
;
(3)
sin
0
i
r z
,
где
x, y, z
– координаты точки режущего лезвия инструмента в процессе резания;
∆h
параметр режущей кромки;
α
–
угол профиля;
ψ –
текущий угол обката;
φ
– угол поворота зуба резцовой головки;
r
1
–
радиус делительной окружности;
r
0i
–
радиус начальной окружности;
m –
модуль зацепления.
При методе формообразования комплектом резцовых головок зубонарезание произво-
дится на 4-х координатных фрезерных станках с ЧПУ и токарно-обрабатывающих центрах.
При данном методе каждая резцовая головка обрабатывает свою область впадины кругового
зуба: черновое прорезание впадины, обработка вогнутой стороны зуба, обработка выпуклой
стороны зуба. При этом разделение обработки выпуклой и вогнутой поверхностей на две
резцовые головки необходимо для того, чтобы формообразующая точка на вершине угла
профиля инструмента в обоих случаях вращалась вокруг оси резцовой головки с одним и тем