















 140 / 397
140 / 397

Механики XXI веку. №16 2017 г.
140
же радиусом. Что обеспечивает создание обката выпуклой и вогнутой стороны зуба по иден-
тичным кривым.
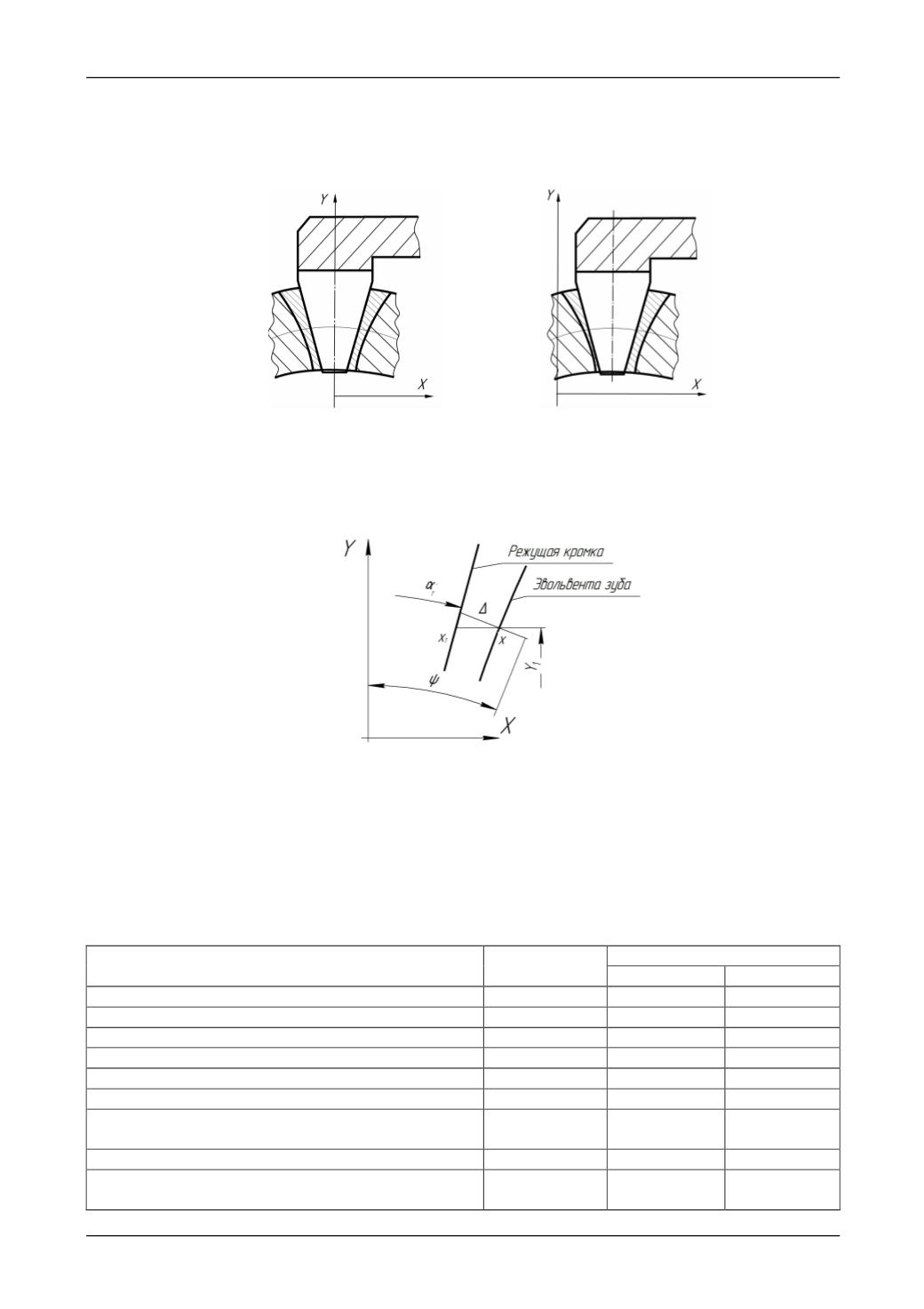
Номинальная поверхность, полученная в процессе черновой обработки, позволяет
прийти к определению припусков под чистовую обработку (рис. 2).
а) б)
Рис. 2. Припуски на чистовую обработку
а
– в осевой плоскости, проходящей через ось инструмента;
б
– в плоскости, соответствующей торцу детали
Задача определения значения припуска
для любых значений углов
ψ
и
α
1
сводится к
решению треугольника по двум углам и стороне X-X
1
(рис. 3).
Рис. 3. Определение припусков
В результате приведенных итераций выявлена зависимость, отображающая значения
припусков по всей высоте зуба в любых сечениях перпендикулярных оси колеса в зависимо-
сти от параметров обрабатываемого зуба и резцовой головки. Высота зуба на графиках пред-
ставлена за единицу как безразмерная величина.
Ниже приводятся графики зависимостей припусков на чистовую обработку для двух
вариантов входных параметров (рис. 4), представленных в таблице 1.
Таблица 1
Входные параметры для расчета припусков
Значение
Параметр
Наименование
Вариант 1
Вариант 2
1
2
3
4
Модуль, мм.
m
8
8
Число зубьев
z
36
20
Угол зацепления, град.
α
20
20
Ширина зубчатого венца, мм.
b
100
100
Радиус кривизны зуба, мм.
r
с
100
100
Радиус окружности центрального сечения режу-
щего зуба, мм.
r
o
100
95
Угол наклона режущей кромки, град.
α
1
12
20
Коэффициент ширины режущего зуба по дели-
тельному диаметру, мм.
k
6,5
6