















 145 / 397
145 / 397

Современные технологии и автоматизация в машиностроении
145
В связи с этим можно: упомянуть известный факт, что при увеличении параметров
шлифования: скорости круга, продольной и поперечной подач в зоне обработки возрастает
контактная температура.
4. Увеличение тока травления пластины не влияет на количественные характеристики
хвостов
, но приводит к потемнению их окраски. Это свидетельствует о присутствии здесь в
большом количестве элементов более легко поддающихся растравливанию.
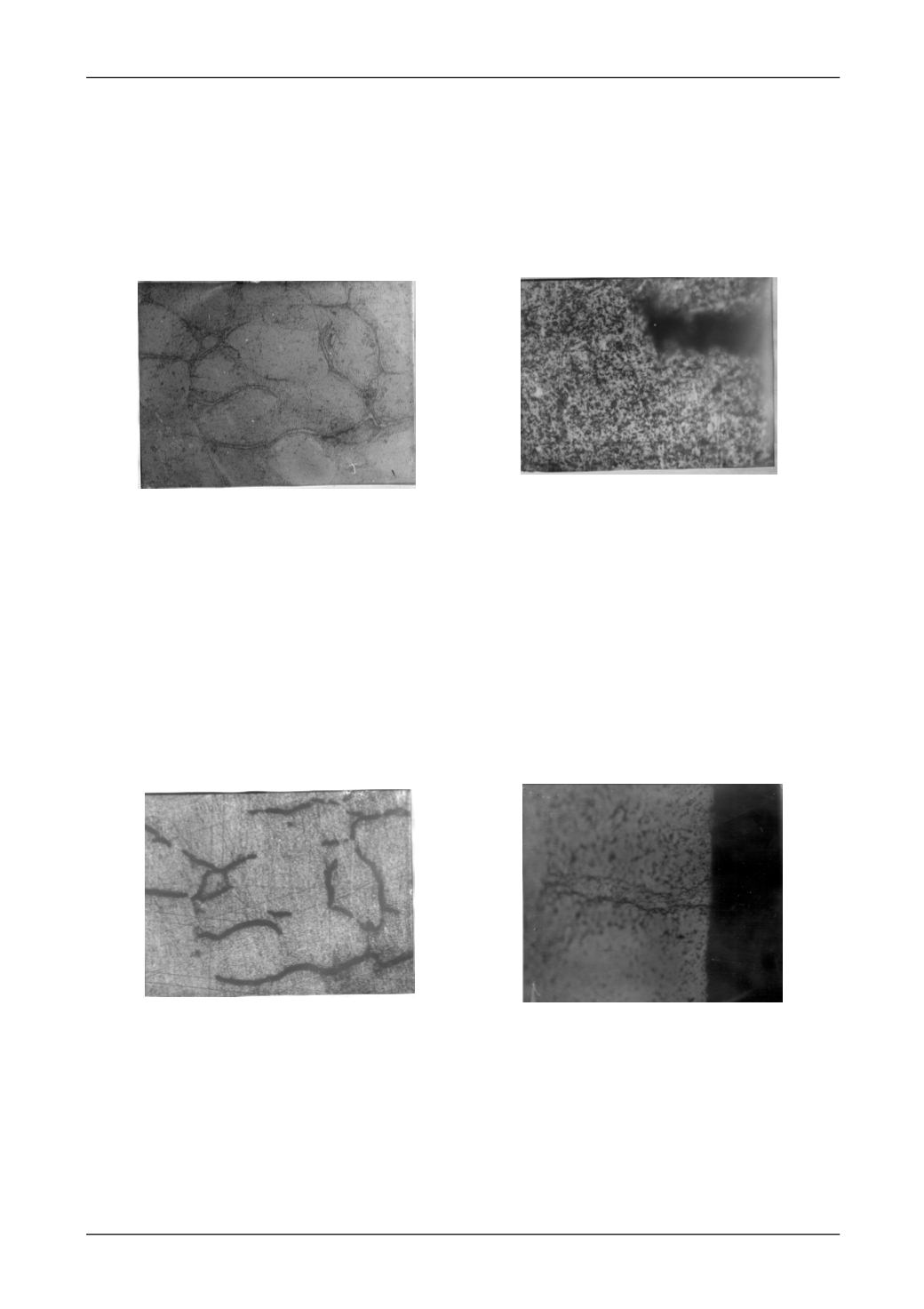
После дополнительного травления образцов смесью плавиковой и азотной кислот
хвосты
растворились, окраска их стала темнее, а контура более четкими (рис. 5, 6).
100
1000
Рис. 4. Передняя поверхность пластины ТН-20 (око-
локромочная область). Режимы затачивания: V=35
м/мин; S=1,25м/мин; t = 0,1 мм/дв.ход; i
тр
=20А/см
2
;
i
пр
=0,2А/см
2
Рис. 5. Передняя поверхность пластины
ТН-20 (после применения травителя)
Наряду с отличием в химическом составе, наблюдается значительная разница в мик-
ротвердости основного материала пластины ТН-20 и
хвоста
. Обычное определение твердо-
сти с помощью таблиц, производится по числовому значению, полученному путем деления
суммы величин обеих диагоналей ромбического отпечатка алмазной пирамиды Виккерса,
пополам. Но верное значение твердости применение пирамиды Виккерса не дает, так как в
материал
хвоста
обе диагонали попасть не могут (концы одной из них упираются в основу
твердого сплава, который сдерживает распространение отпечатка).
100
Рис. 6. Внешний вид передней поверхности пластины
ТН-20, после травления
1000
Рис. 7. Передняя поверхность пластины
ТН-20 (Кромочная область)
Поэтому измерение микротвердости выполнялось с использованием наконечника
Кнуппа (рис. 8, 9) хотя значение твердости по Кнуппу существенно, отличаются от обще-
принятых (по Виккерсу и Бринелю).