















 95 / 397
95 / 397

Современные технологии и автоматизация в машиностроении
95
стических деформаций в процессе резания полимерных материалов. Поскольку полимеры
обладают сравнительно высокими упругими свойствами, при недостаточно высокой скоро-
сти резания процесс обработки сопровождается значительной долей смятия материала и уп-
ругих деформаций, а возникающие упругие напряжения стремятся вернуть исходную форму
детали и тем самым искажают профиль обработанной поверхности.
Помимо установления рациональных режимов резания необходимо учитывать пара-
метры конструкции режущего инструмента и физико-механические свойства применяемых
инструментальных материалов. В работах [22, 26, 32] приведены результатыстойкостных ис-
пытаний фрезерного инструмента, оснащенного различными инструментальными материа-
лами с разной геометрией режущей части. Показано, что твердые сплавы с меньшим содер-
жанием связки (Co) и размером зерна карбидной фазы (WC) имеют более высокий период
стойкости. Однако существующие исследования не дают возможности сравнения марок
твердых сплавов отечественного производства с зарубежными аналогами.
Скорость резания композитов.
Несмотря на то, что рекомендации по выбору режи-
мов обработки полимерных материалов указывают на необходимость установки высоких
скоростей резания для обеспечения качества обработанной поверхности [21, 25, 28, 31], це-
лесообразно провести исследования по фрезерованию стеклотекстолитов с варьированием
скорости резания для установления ее зависимости на качество обработанной поверхности.
В сочетании со стойкостными испытаниями режущего инструмента это позволит оптимизи-
ровать процесс фрезерования стеклопластиков и стеклотекстолитов для получения высокого
качества обработанной поверхности, высокой износостойкости режущего инструмента и
производительности обработки, что обеспечит повышение экономического эффекта при вне-
дрении технологии в производство. При этом пределы варьирования скорости резания необ-
ходимо выявить в процессе предварительных испытаний без планирования эксперимента,
где за основу взять уже имеющиеся результаты исследований с положительным эффектом
качества обработанной поверхности, установив глубину резания и подачу в соответствии с
рекомендациями [20 – 32].
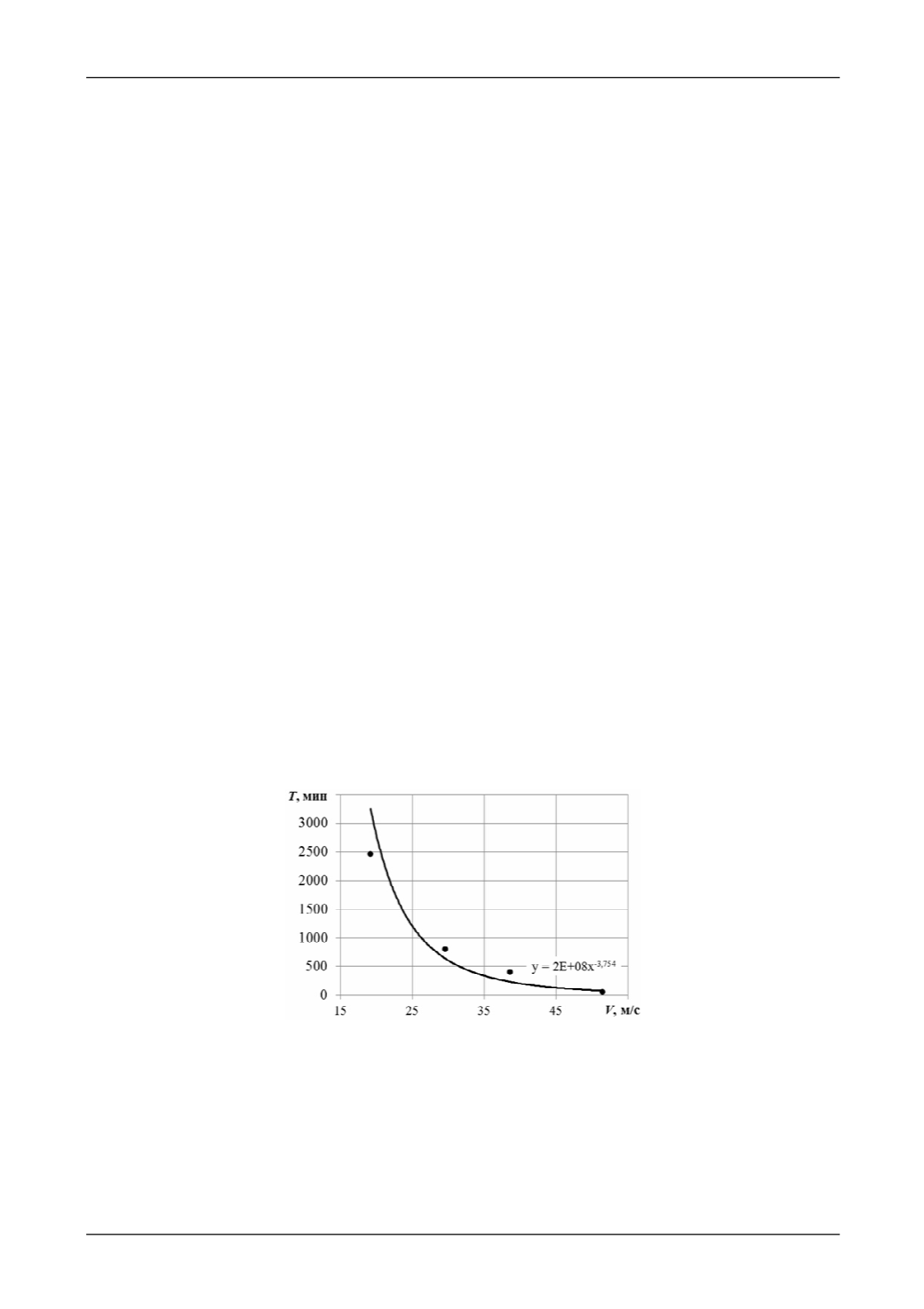
Предварительные исследования проведены с использованием твердосплавного инст-
рументального материала марки ВК6ОМ. При увеличении скорости резания период стойко-
сти режущего инструмента уменьшается в степенной зависимости (рис. 1). Так, при скорости
резания 19,2 м/с период стойкости инструмента составляет 2460 мин. Увеличение скорости
резания до 51,5 м/с приводит к снижению периода стойкости до 50 мин.
Рис. 1. Зависимость стойкости режущего инструмента от скорости резания
Для оценки работоспособности инструментальных материалов различных производи-
телей, необходимо проведение стойкостных исследований с применением зарубежных твер-
дых сплавов таких производителей как Sandvik, Mitsubishi и др. Это позволит оценить эко-
номическую эффективность технологии обработки в сравнении с обработкой отечественны-
ми марками твердых сплавов. Также необходимо проведение исследований с применением
минералокерамики и сверхтвердых материалов, таких как кубический нитрид бора и алмаз,
что позволит оценить целесообразность их применения при резании композиционных мате-