















 52 / 397
52 / 397

Механики XXI веку. №16 2017 г.
52
логических решений и приемов [2, 3]. Наличие необработанных, после черновой обработки,
зон приводит к резкому увеличению сил резания, что вызывает возрастание упругих дефор-
мации инструмента (виброперемещений), снижая его стойкость и не позволяя достичь необ-
ходимой производительности или точности процесса.
Обеспечить заданную точность изготовления деталей на станках с ЧПУ можно за счет
коррекции (предыскажения) траектории относительного перемещения инструмента и обра-
батываемой заготовки на основании предварительных расчетов или измерений [4–6].
Актуальной является задача определения составляющих силы резания при обработке
фрезами со сферической рабочей частью. Данный инструмент нашел широкое применение
при изготовлении сложных поверхностей в условиях, когда применение другого инструмен-
та исключено по причине невозможности обработки (наличие поднутрений, скосов, криво-
линейных поверхностей различных радиусов и т.п.). Знание составляющих силы резания в
данном случае необходимо для прогнозирования качества обработанной поверхности, а так-
же для расчетов на прочность самого инструмента.
Анализ публикаций по данной теме [7] показывает, что целостный подход к решению
данной задачи отсутствует.
Теория.
Управление процессом резания осуществляется с помощью специально раз-
работанной программы. Для современных станков с ЧПУ управляющая программа разраба-
тывается в САМ-системе по 3D-модели детали, построенной по номинальным размерам. По
заданной в программе номинальной поверхности формируется траектория инструмента, но
возникающие при резании силы стремятся сместить режущую кромку инструмента от обра-
батываемой поверхности (виброперемещение инструмента). Таким образом, формируется
фактическая поверхность, отличная от номинальной, которая, тем не менее, должна нахо-
диться в пределах допуска [8].
Для повышения стойкости инструмента и обеспечения точности обработки предлага-
ется использовать управляющую программу, которая осуществляет коррекцию положения
инструмента относительно номинальной поверхности. Коррекция заключается в изменении
значения подачи на зуб инструмента, в зависимости от участка обработки - для уменьшения
величины упругих перемещений инструмента. Расчёт производится из условия приближения
инструмента к номинальной поверхности на величину глубины резания, при которой проис-
ходит уменьшение упругих перемещений инструмента на заданном участке траектории.
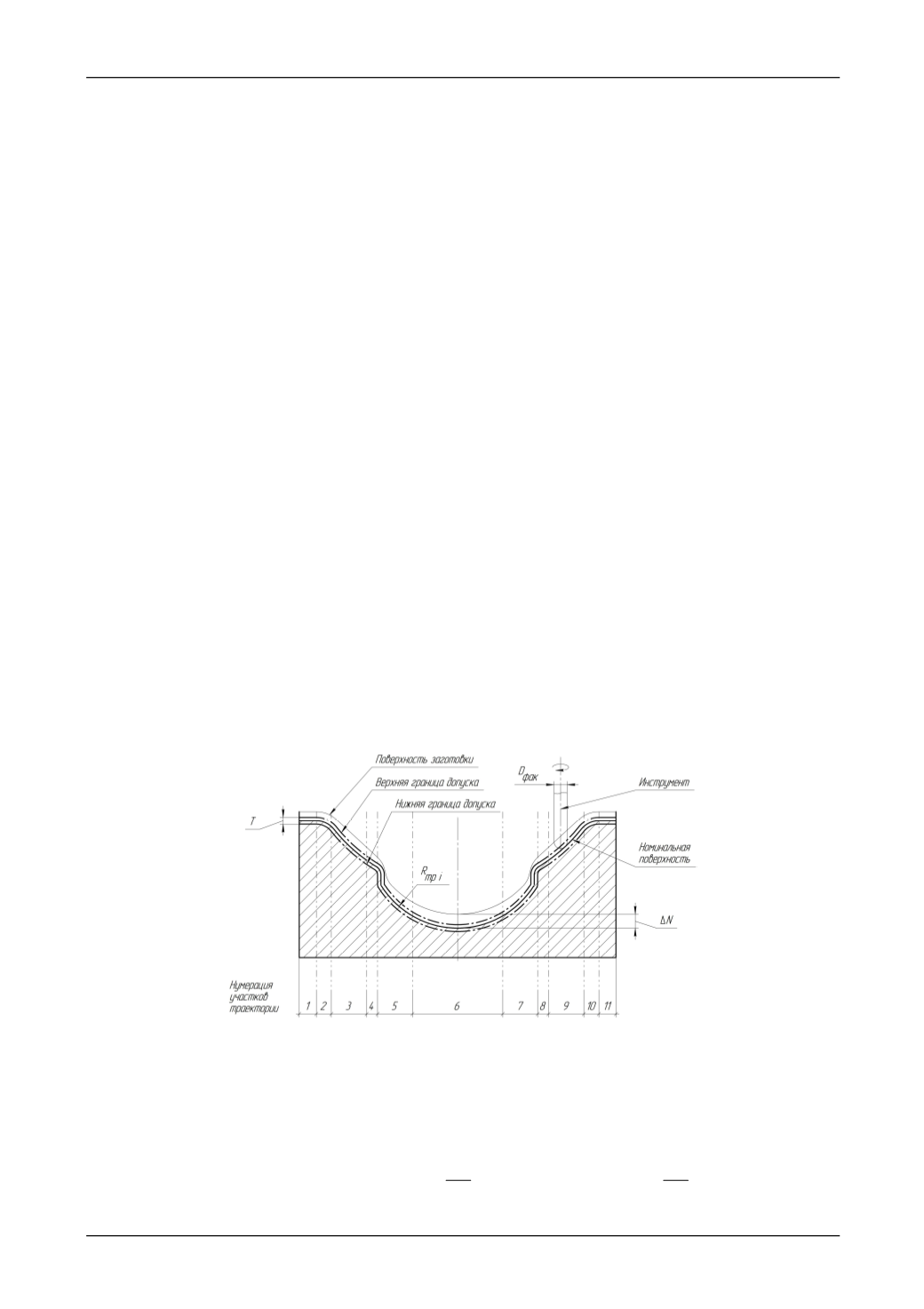
Рис. 1. Схема формирования поверхности
Управляющая программа состоит из набора точек, по которым формируется траекто-
рия инструмента; две ближайшие точки формируют угол перемещения инструмента относи-
тельно его оси. Фактическая образуемая поверхность находится на расстоянии отклонения
формы от номинальной поверхности (рис. 1), следовательно, расчет программируемого диа-
метра инструмента производится по выражению:
2
2
2
2
.
.
.
.
T N
D D T N
D D
фак
тех
тех
фак
,