















 265 / 397
265 / 397

Материаловедение, динамика и прочность машин и механизмов
265
машины Instron 3360. Плоские микрообразцы для испытаний в виде двухсторонних лопаток
были вырезаны вдоль оси прессования заготовок. Размеры рабочей части образцов: длина
10±0,01 мм; ширина 3,2±0,01 мм; толщина 0,8±0,01 мм; радиус скругления 2,5 мм.
Результаты и обсуждение.
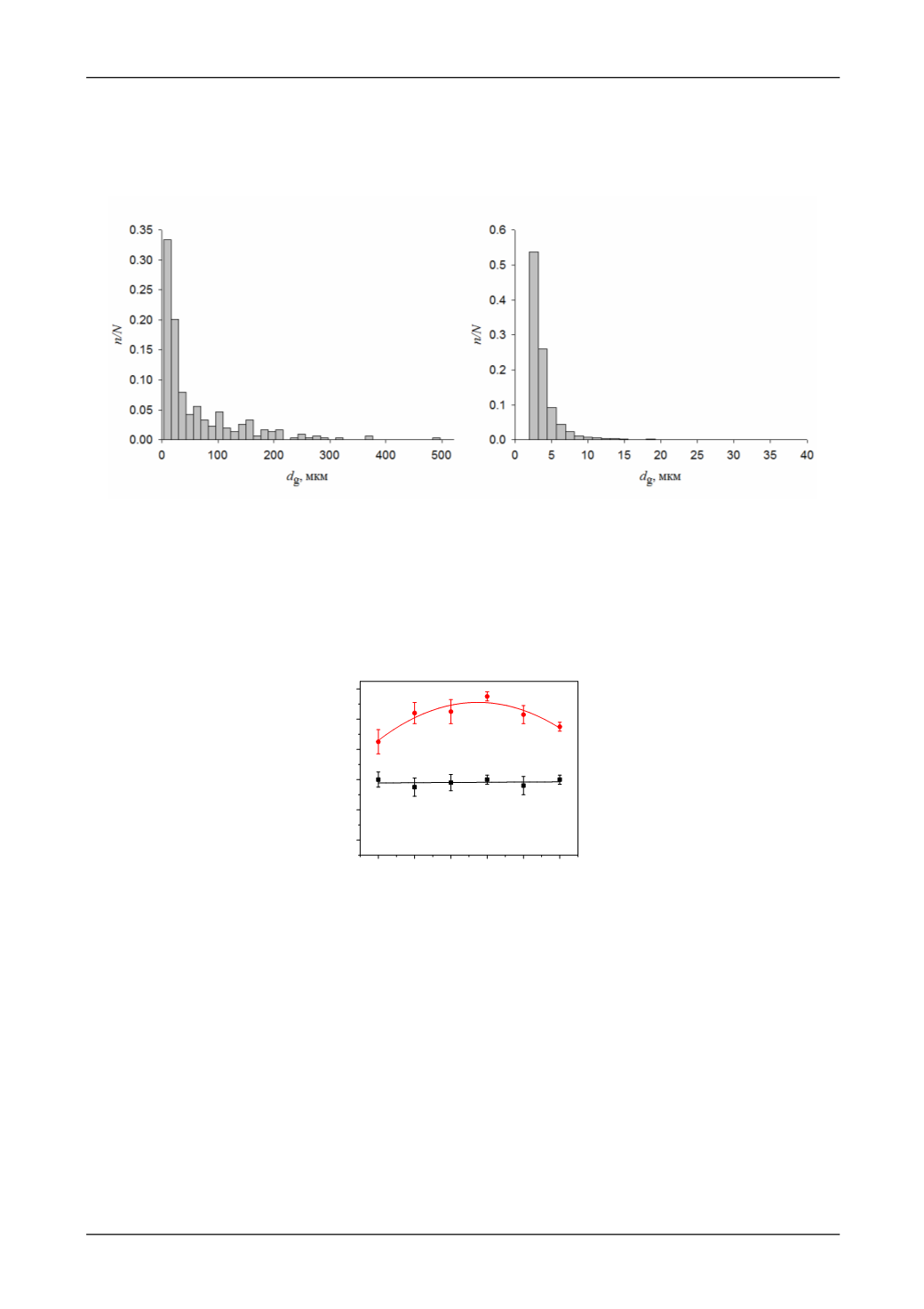
В крупнокристаллическом состоянии сплав 1560 имеет
структуру с распределением зерен по размерам от 2 до 400 мкм со средним размером 50 мкм.
а)
б)
Рис. 1. Распределение размеров зерен в исследуемом сплаве
а
– исходный материал;
б
– после обработки РКУП
На рис. 1 показаны гистограммы распределения зерен по размерам, где
d
g
– размер
зерна в мкм,
N
и
n
– общее число измерений и количество зерен определенного размера, со-
ответственно. После 4 проходов РКУП в объеме образца формируется УМЗ-структура со
средним размером зерна 3 мкм.
0.0 0.2 0.4 0.6 0.8 1.0
600
800
1000
1200
1400
1600
d
/
d
0
HV (MPa)
a
b
Рис. 2. Изменение величины микротвердости сплава 1560 вдоль оси заготовок
а
– исходный материал;
б
– после обработки РКУП
Графики изменения микротвердости HV вдоль исследуемой поверхности заготовки
показаны на рис. 2, где
d
– общая длина в мм, ∆
d
– расстояние от края до области измерений
в мм. При обработке экспериментальных результатов происходила выборка полученных
данных и их осреднение, при этом были определены интервалы достоверности для всех ста-
тистических данных. Микротвердость сплава 1560 в состоянии поставки не превышала 1000
МПа, после четырехкратного прессования увеличивается в среднем на 50% , а её максималь-
ная величина достигает 1550±30 МПа. В центральной части заготовок после четырехкратно-
го прессования микротвердость на ~10 % выше по сравнению со средним значением. Это вы-
звано неоднородностью накопления пластической деформации в средней и крайних частях
призматических заготовок при прессовании, что подтверждается результатами теоретиче-
ских исследований [6].