















 163 / 397
163 / 397

Современные технологии и автоматизация в машиностроении
163
Iф= +1,5 мА. (ток расфокусировки);
Vсв=30 м/ч. (скорость сварки).
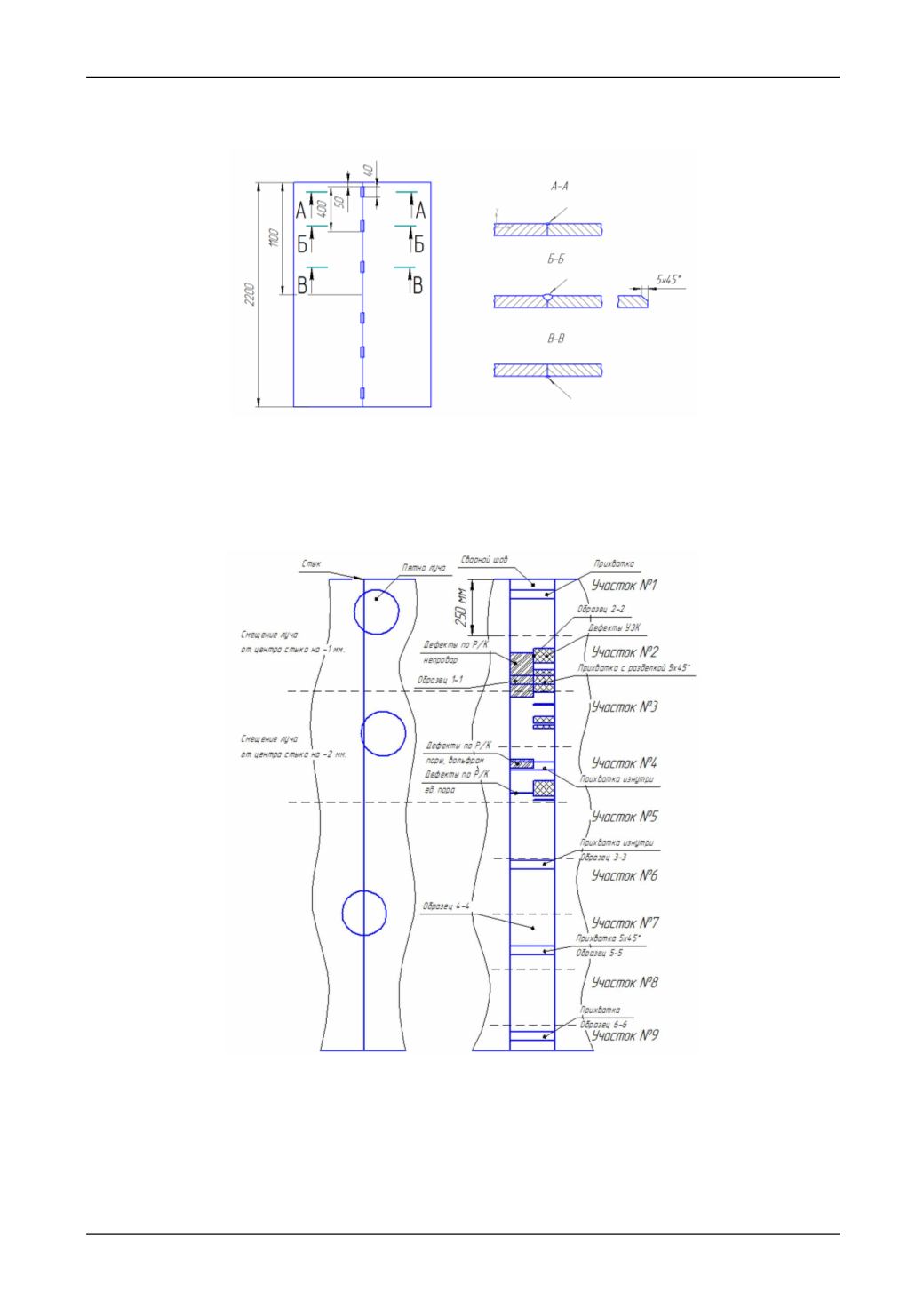
Рис.1. Расположение прихваток на сварном соединении
При этом на участках сварного шва 5÷9 смещение центра пучка относительно свари-
ваемого стыка минимально, а участок 1, 2 варился со смещением центра луча от центра сты-
ка на ≈ 1 мм, а участок 3, 4 сваривался со смещением центра луча от центра стыка на ≈2 мм.
Результаты представлены на рис. 2.
Рис. 2. Изображение результатов проверки качества сварного шва
ультразвуковым и радиографическим контролем
Для проверки качества сварного шва были применены следующие методы:
внешний осмотр, включающий в себя контроль занижения сварного шва на 2÷3
мм и ширины сварного шва на 4,5…5 мм;
Ультразвуковой контроль, с помощью которого были выявлены протяженные де-
фекты на участках: №2 (62;75), (170;90), №3 (0,15), (128,30), (165;15), №4 (160;75) (где 1-ое