















 159 / 397
159 / 397

Современные технологии и автоматизация в машиностроении
159
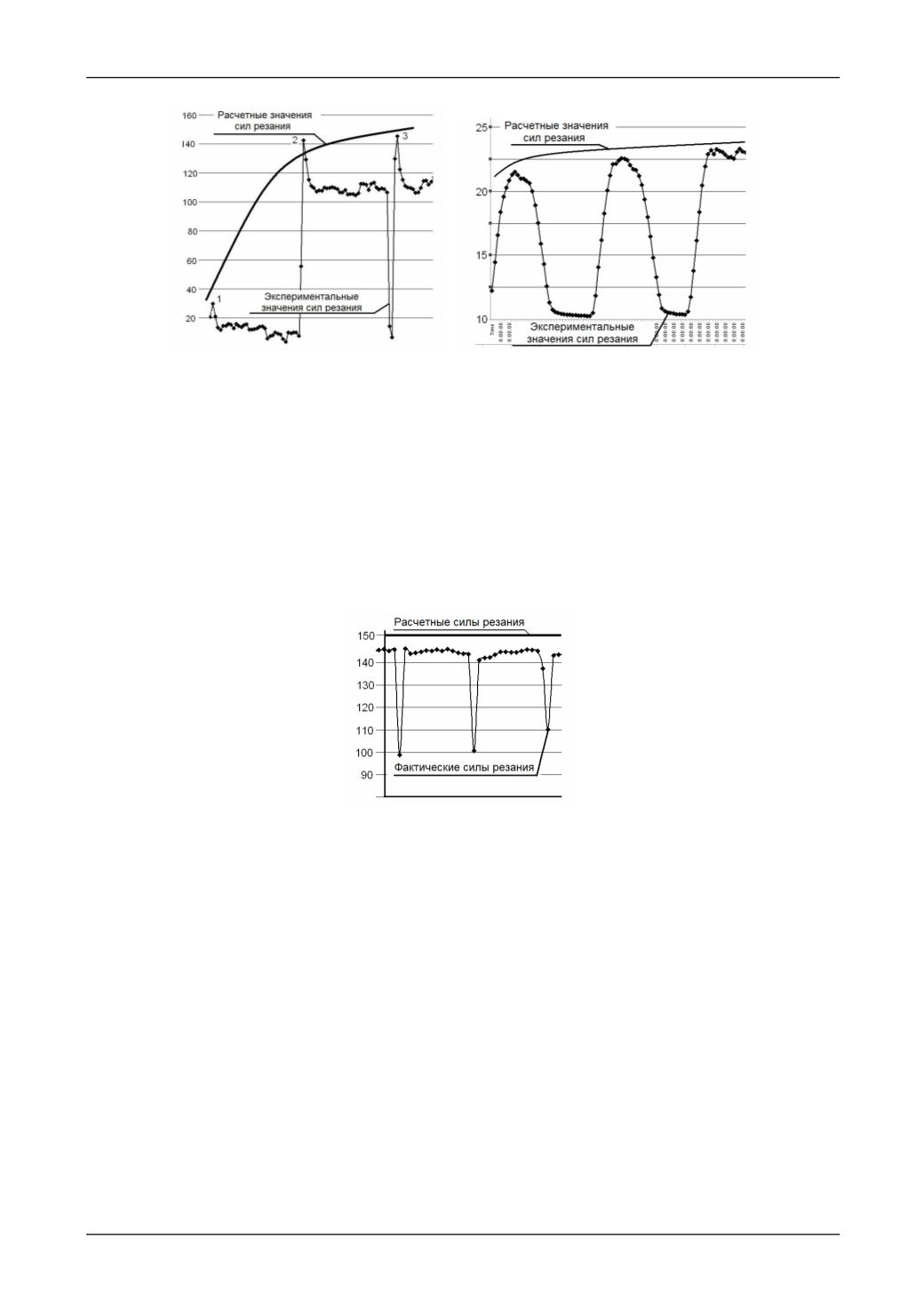
Рис.4. Изменение сил резания при обработке СТЕНКИ (слева) и при обработке ДНА
При врезании инструмента в ранее необработанную зону – 4 мин. 31 с., силы резания
резко увеличились – максимальные значения P
Z
= 145…150 Н; P
Х
= 135…140 Н.
На рис.4 показаны изменения сил резания при обработке ранее необработанной зоны.
В точке 1 фреза находится на участке СТЕНКА, в точке 2 инструмент врезается в ранее не-
обработанную зону, в точках 3 и 4 инструмент продолжает врезание, приближаясь к макси-
мальной глубине, по этой причине значения параметров сил резания в точках 2 -3- 4 увели-
чивается.
Во втором случае обработка производилась на переменных режимах, где подача ме-
нялась от S = 10 мм/мин до S = 1126 мм/мин, частота вращения шпинделя от n = 4700 мин
-1
до n = 6000 мин
-1
.
Рис.5. Изменение сил резания при врезании в ранее необработанную зону
Применение покадрового управления режимами резания позволило сократить время
первого прохода в 7 раз. При этом силы резания в промежутке времени от 2 до 3 секунд
(время врезания в ранее необработанную зону) (рис.5) и в промежутке от 50 до 51 секунд
(время выхода фрезы из ранее необработанной зоны) (рис.5), существенно не изменяются.
Максимальные параметры усилий резания находились в приделах от 140 Н до 145 Н.
Сравнение графиков зависимости усилий резания при традиционном методе обработ-
ки (при постоянных режимах резания), от времени обработки, с методом покадрового регу-
лирования, показывает:
– предлагаемый метод обеспечивает более постоянные силовые параметры процесса
резания;
– повышается производительность объемного фрезерования цилиндрическими фреза-
ми со сферическим торцом вогнутых поверхностей сложной формы.
По результатам теоретических и экспериментальных исследований были разработаны
управляющие программы для обработки детали «МАТРИЦА» (рис.6, поверхность 2).
Обрабатываемую поверхность необходимо выполнить по 7 квалитету точности. Пред-
варительная обработка вогнутой сопрягаемой поверхности R12,07 x R50,3 x R27,66 x R50,3 x
R12,07, производилась цилиндрической фрезой фирмы HANITA D = 10 мм.