















 132 / 397
132 / 397

Механики XXI веку. №16 2017 г.
132
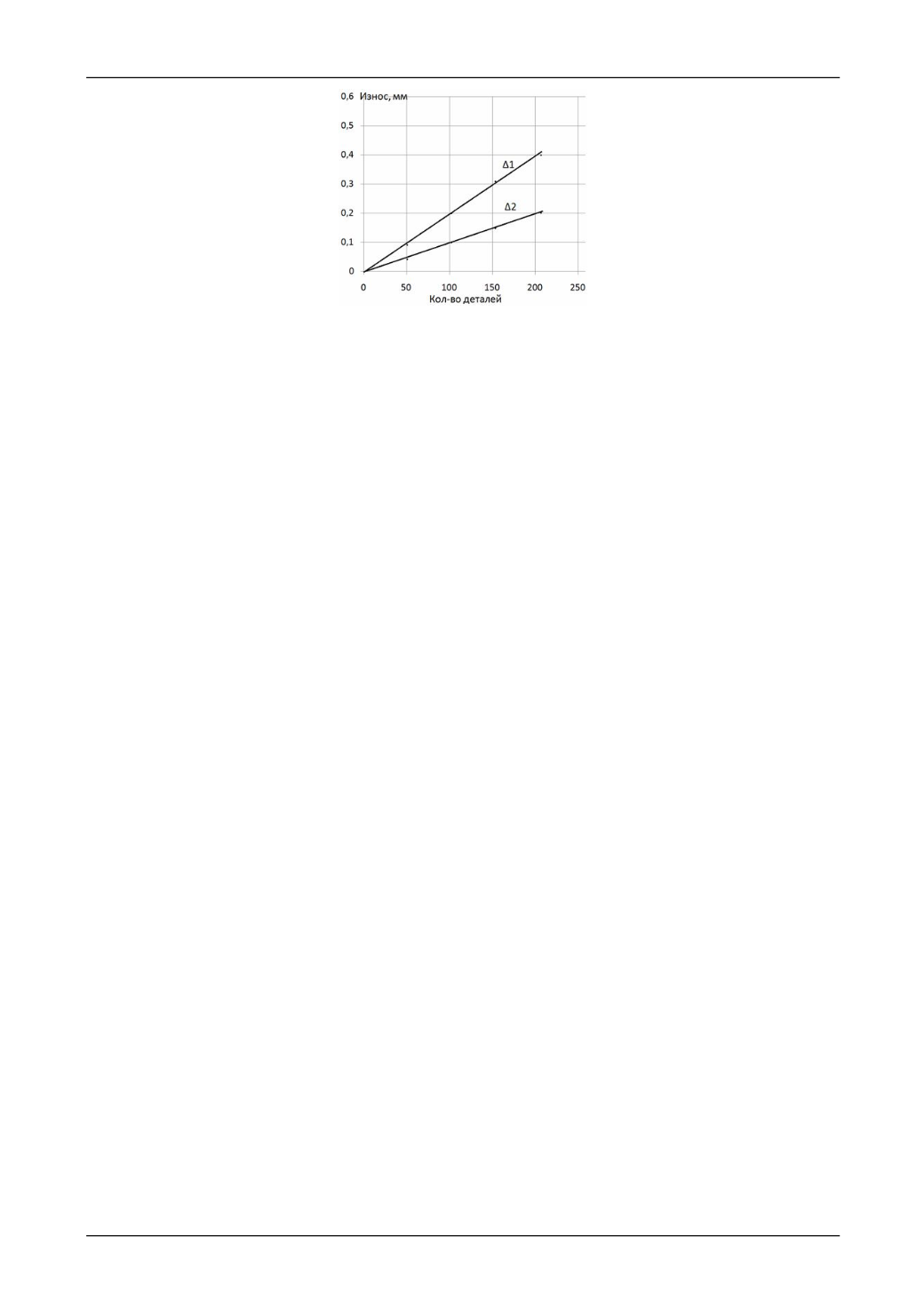
Рис. 5. Графики износа алмазного круга на первой операции
Исходя из анализа графиков, можно утверждать, что износ закономерен и предсказу-
ем. В данной работе разработана и представлена технология и оснастка электроалмазного
шлифования для обработки специального твердосплавного режущего инструмента, обеспе-
чивающая высокую производительность обработки. Исследования износа алмазного круга на
первой операции показали его высокую стойкость при обработке материала ВК8. Удельный
расход алмазного круга составил 2,17 мг на один грамм снятого материал.
Литература:
1.
Рахимянов Х.М., Проскурин Р.С., Герасимов Н.В. Электроалмазная обработка
специального твердосплавного инструмента // В сборнике: НАУКА. ТЕХНОЛОГИИ. ИННОВАЦИИ
сборник научных трудов: в 9 частях. 2016. С. 323-325.
2.
Рахимянов Х.М., Янпольский В.В., Моисеенко А.Н. Электроалмазное шлифование
покрытий группы ВК// Проблемы повышения эффективности металлообработки в промышленности
на современном этапе материалы 9-й Всероссийской научно-практической конференции. 2011. С. 80-
82.
3.
Попов В.Ю., Филиппов В.С., Тронин Д.Ю. Электроалмазная обработка// Механики XXI
веку. 2009. № 8. С. 134-136.
4.
Рахимянов Х.М., Красильников Б.А., Рахимянов К.Х., Никитенко М.И. Электроалмазное
шлифование твердого сплава ВК8 // Обработка металлов (технология, оборудование, инструменты).
2010. № 3. С. 9-13.
Deep electric powered diamond grinding of a special tool from ВК8
Krasilnikov B.A.
a
, Kadyrbaev R.M.
b
, Proskurin R.S.
c
, Demeshko P.V.
d
Novosibirsk State Technical University, 20 Prospect K. Marksa, Novosibirsk, 630073, Russian
Federation
a
krasilnikov@corp.nstu.ru,
b kadyrbaev.2013@corp.nstu.ru,
c
roma_proskurin@mail.ru,d
petr-demeshko@mail.ruKeywords:
production method, hard alloy metal, electric powered diamond grinding, electrophysical-
and-chemical method, designing of devices, machine-tool retrofit
This article presents a technological process for processing a special hard alloy metal tool from ВК8, consist-
ing of three operations. The designed devices for processing allow to obtain the necessary geometry of tool on the mod-
ernized machines for the deep electric powered diamond grinding. The necessary technological processing parameters
are selected and processing time is determined for each operation. For the first operation, which processed the gutter
with a depth of 12 mm, a width of 8 mm and a radius of 4 mm, the runout was measured and the application rate of the
diamond tool was determined and amounted to 2.17 mg per gram of the material taken.
In the second and third opera-
tions, the tapers are cutted. This combined method is high-capacity and allows to obtain the required surface quality in
one passage of the tool.