















 131 / 397
131 / 397

Современные технологии и автоматизация в машиностроении
131
На данной операции назначается следующие режимы: S
п
=50 мм/мин; V=35 м/с; U=7-
9В; I=150А. В качестве электролита используется 10% водный раствор NaNO
3
+ 1% глице-
рин. Время обработки двух деталей составляет 3 мин.
Рис. 4. Приспособление для обработки скоса 30
⁰
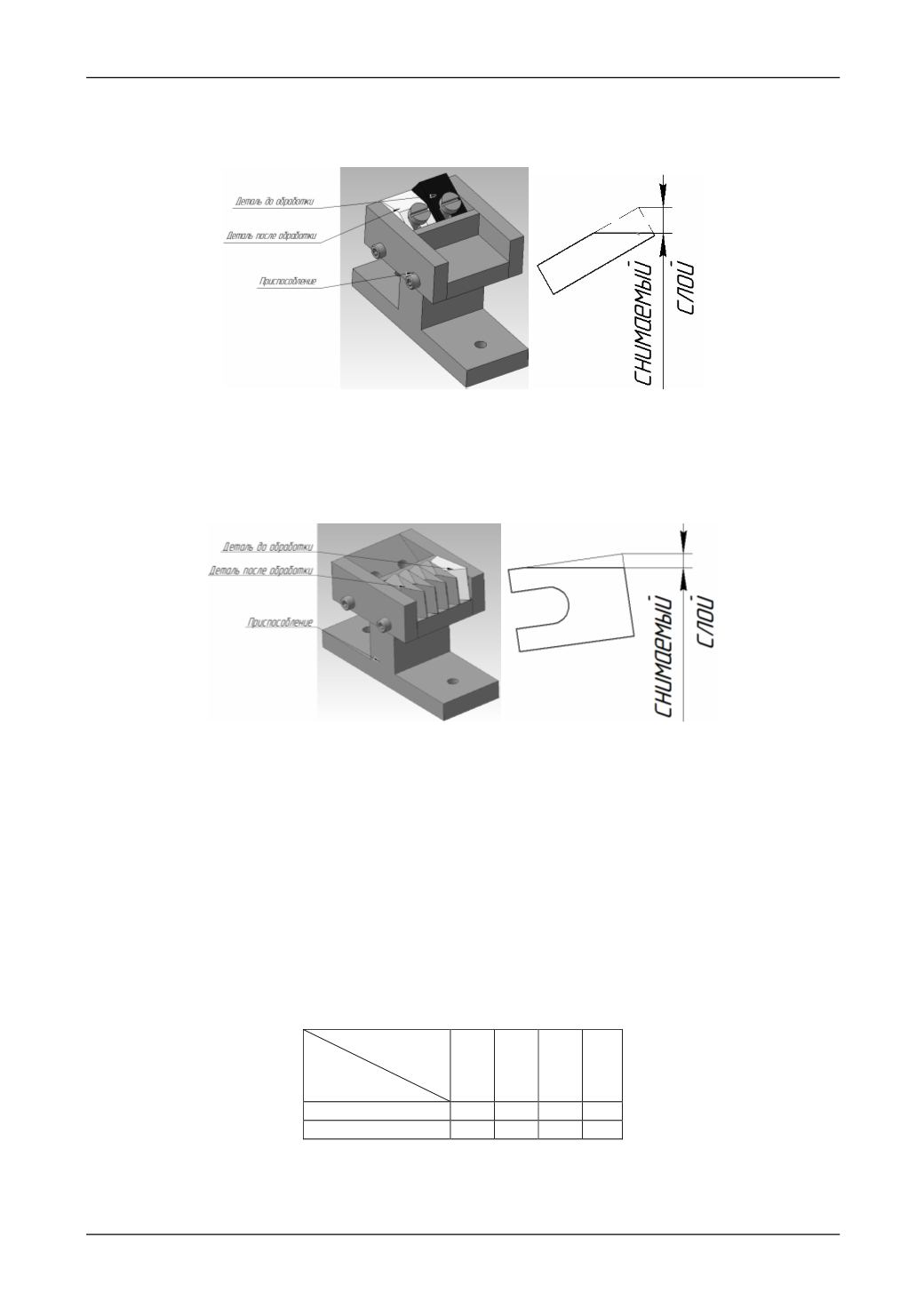
На третей операции производится обработка скоса 8
⁰
с припуском более 3 мм. Обра-
ботка производится за один установ 5 деталей (рисунок 4). На данной операции используется
тот же станок, что и на второй операции с теми же режимами. Продолжительность операции
составляет 3 мин.
Рис. 4. Приспособление для обработки скоса 8
⁰
Компенсация износа режущего инструмента для второй и третей операций произво-
дилась поднастройкой станка после правки круга по периферии после 50 обработанных де-
талей.
Результаты износа алмазного круга.
Износ рабочей поверхности круга при шлифо-
вании является сложным физико-химическим и механическим процессом, протекание кото-
рого зависит от условий обработки: характеристики круга, свойств обрабатываемого мате-
риала, режима резания и др. В настоящей работе представлены результаты исследований из-
носа алмазного круга на первой операции (таблица 1). Износ измерялся цифровым штанген-
циркулем ШЦЦ-I-100 с ценой деления 0,01мм.
Таблица 1
Износ алмазных кругов при электроалмазной обработке
(∆
1
- износ по диаметру круга, ∆
2
- износ по ширине круга)
Кол-во
деталей
Параметры
круга
51
105 156 215
∆
1
, мм
0,09 0,2 0,31 0,4
∆
2
, мм
0,04 0,10 0,15 0,2
На основе полученных данных представленных в таблице 1 построены графики изно-
са алмазного круга (рис. 5).