















 130 / 397
130 / 397

Механики XXI веку. №16 2017 г.
130
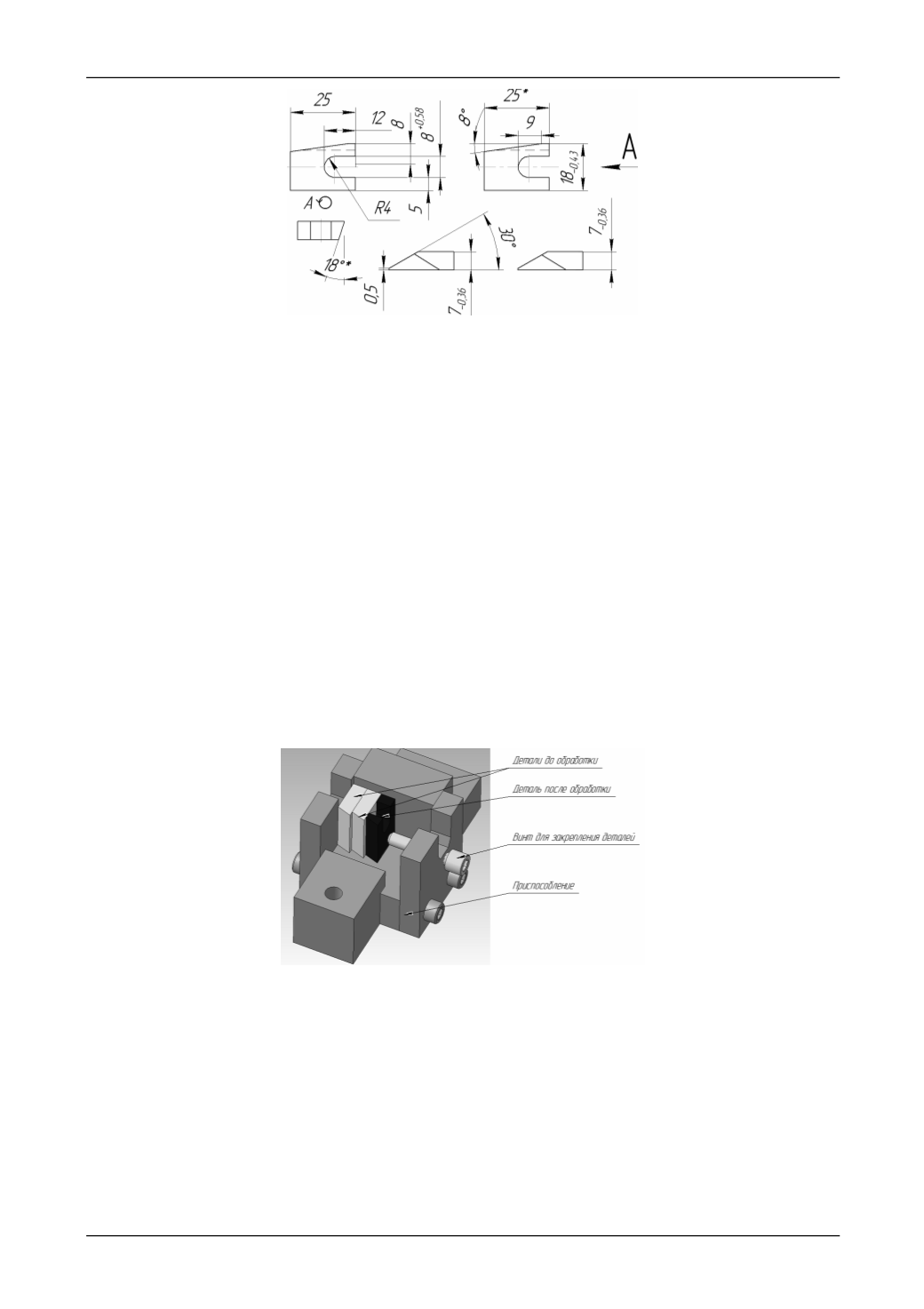
Рис. 1. Чертеж обрабатываемой детали
На первой операции производится обработка паза глубиной 12 мм, шириной 8 мм. Ра-
диус скругления 4 мм. Деталь на данной операции обрабатывается на всю глубину на модер-
низированном для электроалмазного шлифования заточном станке модели 3В642. Модерни-
зация данного станка для электроалмазной обработки заключается в разработке и изготовле-
нии источника технологического тока (U=6…15В, I
max
=100А), контактно-щеточного устрой-
ства для шлифовального круга, приводе медленных подач (S
п
=10…100 мм/мин) с системой
управления, системы подачи и очистки электролита.
Для обеспечения требуемой точности, а так же закрепления детали в процессе обра-
ботки разработано специальное приспособление для одновременной обработки 3-х деталей,
как показано на рис. 2. Для формирования требуемой геометрии паза используется фасонный
алмазный круг 1FF1 125х8х4х32-МВ1-АС 80/63. В процессе обработки режущий инструмент
изнашивается и ширина паза уменьшается. Размеры круга перед обработкой составляли
Ø=124,85 мм и h=7,85 мм. Для обеспечения требуемой ширины и компенсации износа круга
принято обрабатывать деталь за два прохода. После первого прохода производится коррек-
тировка по ширине.
Для данной операции назначаются следующие режимы: S
п
=20 мм/мин; V=20м/с;
U=8В; I=60А. В качестве электролита используется 10% водный раствор NaNO
3
+ 1% глице-
рин. Время обработки 3-х деталей составляет 8 мин.
Рис. 2. Приспособление для шлифования паза
Для выполнения последующих операций была проведена модернизация станка 3Г71
для ЭАШ. Модернизация оборудования предусматривает дополнительные устройства: ис-
точник технологического тока (U=6…15В, I=500А), контактно-щеточное устройство для
шлифовального круга, привод медленных подач (S
п
=20…200 мм/мин) с системой управле-
ния, система подачи и очистки электролита. Режущий инструмент - алмазный круг 1А1
250х25х5х76-М1-АС6 125/100.
Для обеспечения требуемой точности скоса 30
⁰
, снятия припуска более 5 мм и закреп-
ления детали в процессе работы разработано приспособление, позволяющее за один проход
обрабатывать две детали одновременно (рис. 3).