















 156 / 397
156 / 397

Механики XXI веку. №16 2017 г.
156
ных условиях процесс механической обработки таких поверхностей включает в себя послой-
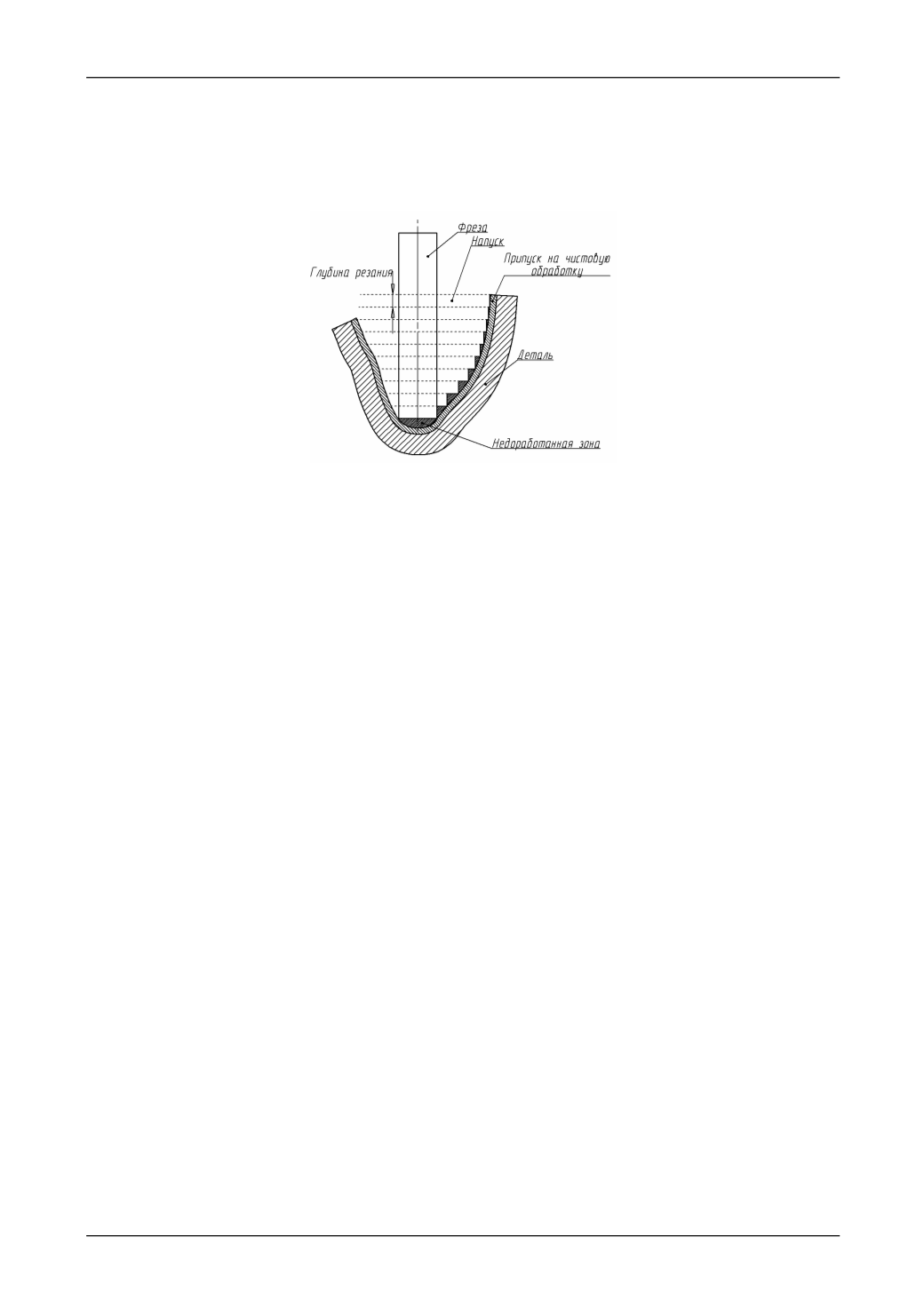
ное обдирочное, получистовое и объемное чистовое фрезерование.
Черновая объемная обработка, как правило, производится цилиндрическими фрезами,
после которого на поверхностях остается ступенчатый припуск на дальнейшую обработку, а
на деталях с вогнутыми поверхностями - необработанные зоны (рис.1).
Рис.1. Схема послойного чернового фрезерования и образования необработанных зон
Чистовая обработка таких поверхностей ведется концевыми фрезами со сферическим
торцом по нормали к обрабатываемой поверхности. А так как геометрические параметры зо-
ны резания постоянно меняются (глубина резания, угол контакта обрабатываемой поверхно-
сти с инструментом), усилия резания имеют непостоянные значения на различных участках,
это приводит к погрешности формы при обработке, а при критических значениях усилий ре-
зания - к поломке инструмента.
Теория.
Регулирование режимов обработки может осуществляться автоматическими
системами с обратной связью, принцип работы которых основан на отслеживании изменений
в зоне резания (изменение частотных колебаний, температуры, усилий резания) и корректи-
ровке значений подачи. Применение адаптивных устройств на станках UNOVA (США),
YAMAZAKI MAZAK (Япония) позволило осуществить управление режимами обработки, но
стоимость данной опции составляет 20-30 % от стоимости оборудования и их применение
при объемном фрезеровании ограничено, так как данные устройства реагируют на изменение
в зоне резания с некоторым запаздыванием.
Поэтому назначение рациональных режимов резания на любом участке обрабатывае-
мой поверхности должно быть проведено на стадии разработки управляющей программы.
Разработать процесс обработки для контура, не имеющего сложный профиль, с по-
кадровым изменением режимов резания «вручную» не составляет особого труда, но для объ-
емного фрезерования, где объем управляющих программ в некоторых случаях превышает
десятки мегабайт, требуется применение САМ систем.
Регулирование силовых параметров процесса резания в САМ системах в настоящее
время не решено; только в новых версиях таких систем как UNIGRAPHICS, CATIA,
PRO/ENGINEER разработчиками предлагается проводить оптимизацию подачи по наличию
«ДНА» обрабатываемой поверхности, при этом геометрия зоны обработки не учитывается.
Современные системы ЧПУ позволяют не только считывать информацию, но также
производить математические расчеты (тригонометрические, логарифмические, логические),
и если в управляющую программу «ПРОПИСАТЬ» расчетно – исполнительные команды по
определению геометрии зоны резания, то можно проводить регулирование процесса резания
без применения дополнительных устройств.
Известно [1], что изменение усилий резания приводит к изменению упругих переме-
щений инструмента