















 72 / 397
72 / 397

Механики XXI веку. №16 2017 г.
72
Выражение (10) представляет собой условие, при выполнении которого лезвие токар-
ного инструмента необходимо заменить на новое. Сумма основных времён, соответствую-
щая этому условию, будет равна фактической суммарной стойкости. Аналогичные условия
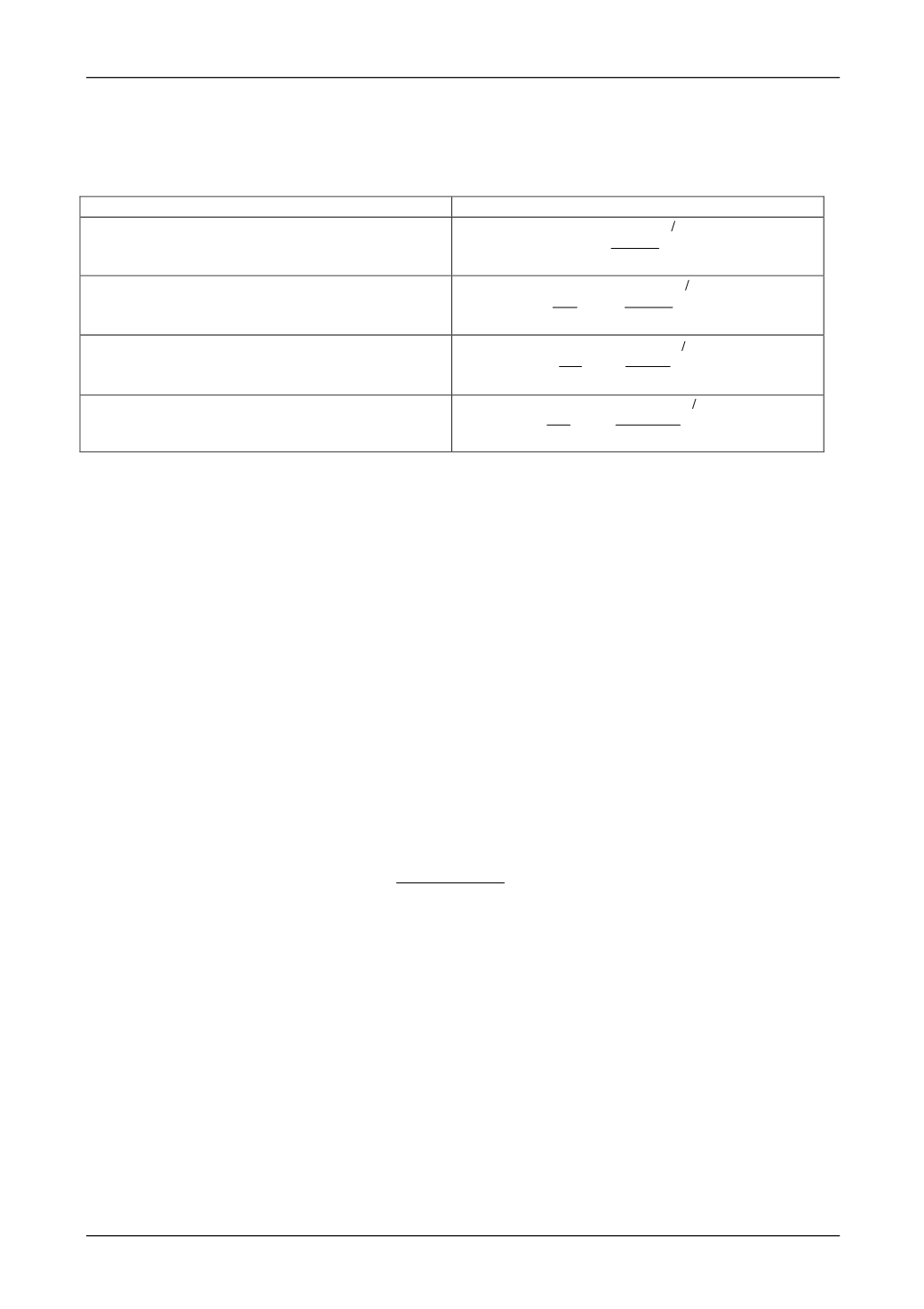
замены инструмента для других видов обработки резанием приведены в таблице.
Таблица
Вид обработки
Условие смены инструмента
Точение
1
1
1
m
Vi
Vi
y
i
x
i i
k
i
oi
KC
StV t
Сверление
1
1
1
1
m
Vi
Vi
y
i i
k
i
oi
q
KC
SV
t
D
Рассверливание
Зенкерование
Развёртывание
1
1
1
1
m
Vi
Vi
y
i
x
i i
k
i
oi
q
KC
StV t
D
Фрезерование
1
1
1
m
Vi
Vi
u
i
y
zi
x
i i
k
i
oi
q
KC
BStV t
D
z
Примечание. D – диаметр инструмента; z – число зубьев фрезы.
Расчёты по этим формулам на основе данных справочника [2] показывают, что до-
биться выполнения приведенных условий замены изношенных режущих инструментов мож-
но различными путями, варьируя маркой обрабатываемого материала, элементами режима
резания и другими параметрами обработки. При этом значения суммарной фактической
стойкости могут колебаться в широких пределах. Поэтому для получения удовлетворитель-
ных экономических показателей механической обработки на станках с ЧПУ при ступенчато
переменном режиме резания необходимо ограничивать величину суммарной стойкости свер-
ху. В случае использования традиционной методики выбора режимов резания таким ограни-
чителем выступает нормативная стойкость
н
T
:
н
T T
. (11)
В оптимизационных методиках фигурирует так называемая экономическая стойкость
э
T
и мы имеем дополняющее условие (10) выражение
э
T T
. (12)
В работе [4,5] авторами на основе анализа экономических показателей процесса реза-
ния и эксплуатации режущих инструментов предложено определять экономически обосно-
ванный срок службы
э
T
по формуле:
)
1(
)
1( ) 1(
э
o
см
э
A m
A tm T
, (13)
где
см
t
– время смены и регулирования инструмента на размер, мин. Для станков с
ЧПУ и многоцелевых – паспортная величина;
o
A
– доля текущих затрат на содержание и экс-
плуатацию оборудования в постоянной части общих приведенных затрат машиностроитель-
ной фирмы;
э
A
– доля текущих затрат на электроэнергию в постоянной части общих приве-
денных затрат.
Применение выражений (12) и (13) совместно с условиями таблицы позволяет не
только определять момент замены режущих инструментов, но и оптимизировать процесс ре-
зания по минимуму приведенных затрат в условиях ступенчато переменных режимах реза-
ния [6].
Выводы.
В заключение отметим, что для современных систем ЧПУ не представляет
большого труда ввести текущий пассивный контроль срока службы режущих инструментов с
целью выдачи сигнала на смену затупившегося лезвия в соответствии с предложенной мето-
дикой.