















 249 / 397
249 / 397

Материаловедение, динамика и прочность машин и механизмов
249
Результаты и обсуждение.
Полученные данные обработаны с использованием про-
граммных продуктов
STATISTICA
и
TableCurve 3D
[9]. В результате была получена инже-
нерная модель процесса на базе уравнения регрессии (2):
.
004 ,0
003 ,0 06,1
099 ,0 3
018 ,0 713 ,3 22, 161
2
2
2
ОН
IL
L
L
G G I
I
(2)
Данная модель позволяет оценить степень влияния каждого из факторов и выявить их
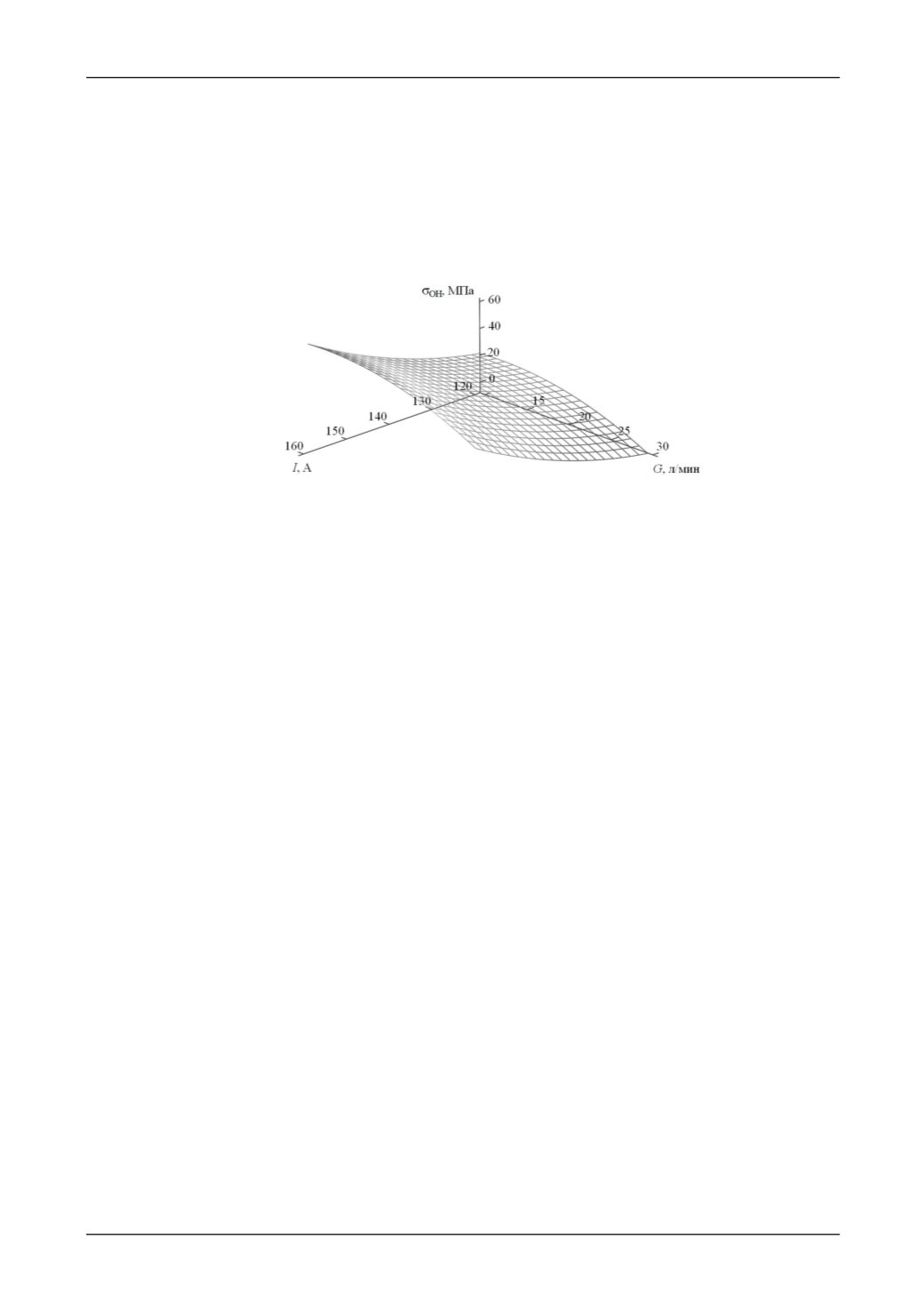
взаимосвязь. На рис. 2 показана графическая зависимость уровня остаточных напряжений от
силы тока дуги плазмотрона и расхода плазмообразующего газа при дистанции напыления,
равной 120 мм.
Рис. 2. Зависимость остаточных напряжений в покрытиях от режимов напыления
В результате анализа экспериментальных данных было выявлено, что в процессе на-
пыления знак напряжений не изменяется. Величина растягивающих напряжений главным
образом зависит от температуры нагрева образцов, а наибольшее влияние на нее оказывает
ток дуги плазмотрона. Увеличение силы тока дуги сопровождается ростом температуры ос-
новы. Это объясняется тем, что с увеличением силы тока растет и тепловая мощность плаз-
менной струи. В то же время с повышением расхода плазмообразующего газа наблюдается
обратная картина: снижение температуры образцов, поскольку при этом уменьшается тепло-
содержание плазмы. Практически тоже воздействие оказывает и дистанция напыления: ее
увеличение приводит к снижению температуры основы.
В исследуемом диапазоне режимов плазменного напыления покрытий температура
нагрева образцов изменялась в интервале значений 240…470
0
С.
Выводы:
Экспериментально установлено, что значения уровня остаточных напряже-
ний образцов находятся в пределах 7…60 МПа, при изменении режимов напыления в диапа-
зонах: силы тока дуги плазмотрона
I
= 116…160А; расхода плазмообразующего газа (возду-
ха)
G
= 13…27 л/мин; дистанции напыления
L
= 80…160 мм.
Известно, что растягивающие напряжения отрицательно сказываются на эксплуатаци-
онных свойствах деталей машин и снижают ресурс их работоспособности в целом. Однако с
целью обеспечения окончательных геометрической и размерной точности, а также шерохо-
ватости поверхностей деталей с напыленными покрытиями их подвергают финишной меха-
нической обработке, как правило, шлифованию. При этом происходит не только снижение
уровня растягивающих остаточных напряжений, но и формирование сжимающих, что обу-
словлено упрочнением поверхностного слоя за счет пластической деформации, степень
влияния которой зависит от режимов финишной обработки.
Литература:
1.
Fauchais P.L., Heberlein J. V.R., Boulos M.I. Thermal Spray Fundamentals. New York, Springer US Publ.,
2014. 1566 p. doi: 10.1007/978-0-387-68991-3. Print ISBN 978-0-387-28319-7.
2.
Исследование химического состава плазменных покрытий из никель-керамической порошковой смеси /
В.В. Иванцивский, Е.А. Зверев, Н.В. Вахрушев, А.Н. Бредихина // Актуальные проблемы в машиностроении. – 2017.
– Т. 4, № 2. – С. 35-39.
3.
Определение режимов финишного шлифования при обработке износостойких плазменных покрытий /
Е.А. Зверев, В.Ю. Скиба, Н.В. Вахрушев, А.Н. Бредихина // Труды Братского государственного университета. Серия:
Естественные и инженерные науки. – 2016. – Т. 2. – С. 36-39.
4.
Пузряков А.Ф. Теоретические основы технологии плазменного напыления. – М.: Изд-во МГТУ им. Н.Э.
Баумана, 2008. – 357 с.