















 81 / 397
81 / 397

Современные технологии и автоматизация в машиностроении
81
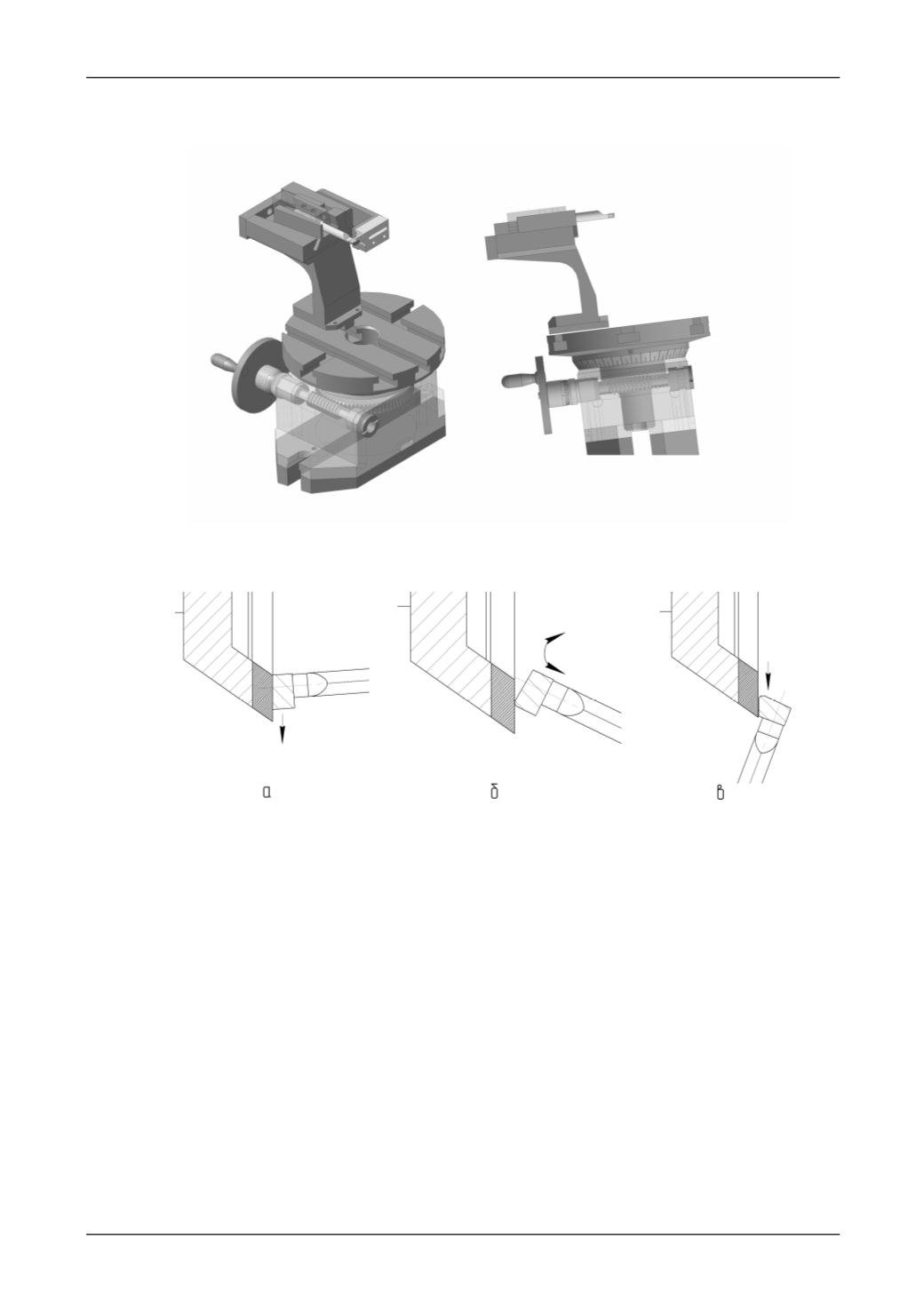
На рис. 7 представлена полная конструкция специального приспособления для заточ-
ки расточного инструмента.
Рис. 7. Приспособление, установленное на угловую платформу
Схема движений при заточке инструмента на приспособлении представлена на рис. 8.
Рис. 8. Схема заточки инструмента:
а - обработка плоскости "А"; б - обработка конуса "В"; в - обработка плоскости "Б"
Выводы.
Разработанное приспособление позволяет осуществлять быструю настройку
и надежное базирование инструмента с обеспечением необходимых требований по точности
как линейных, так и угловых поверхностей. Данное приспособлениеснижает влияние чело-
веческого фактора на процесс обработки за счет наличия ограничивающих упоров, а так же-
позволяет существенно повысить производительность.
Литература:
1.
Рахимянов Х.М., ГаарН.П.,Белоусова Н.С., ЖуравлевА.И. Маркировка медицинских
керамических изделий для имплантирования // В сборнике: Инновации в машиностроении труды 4-й
Международной научно-практической конференции. 2013. С. 44-47.
2.
Демешко П. В. Разработка маршрута технологической обработки внутренней
поверхности керамической головки тазобедренного сустава / П. В. Демешко, К. С. Слывакова, А. В.
Журавлева; науч. рук. Х. М. Рахимянов // Наука. Технологии. Инновации: сб. науч. тр.: в 9 ч.,
Новосибирск, 5–9 дек. 2016 г. – Новосибирск : Изд-во НГТУ, 2016. – Ч. 3. – С. 308-309.
3.
Рахимянов Х.М., Красильников Б.А., Рахимянов К.Х., Никитенко М.И. Электроалмазное
шлифование твердого сплава ВК8 // Обработка металлов (технология, оборудование, инструменты).
2010. № 3. С. 9-13.