















 65 / 397
65 / 397

Современные технологии и автоматизация в машиностроении
65
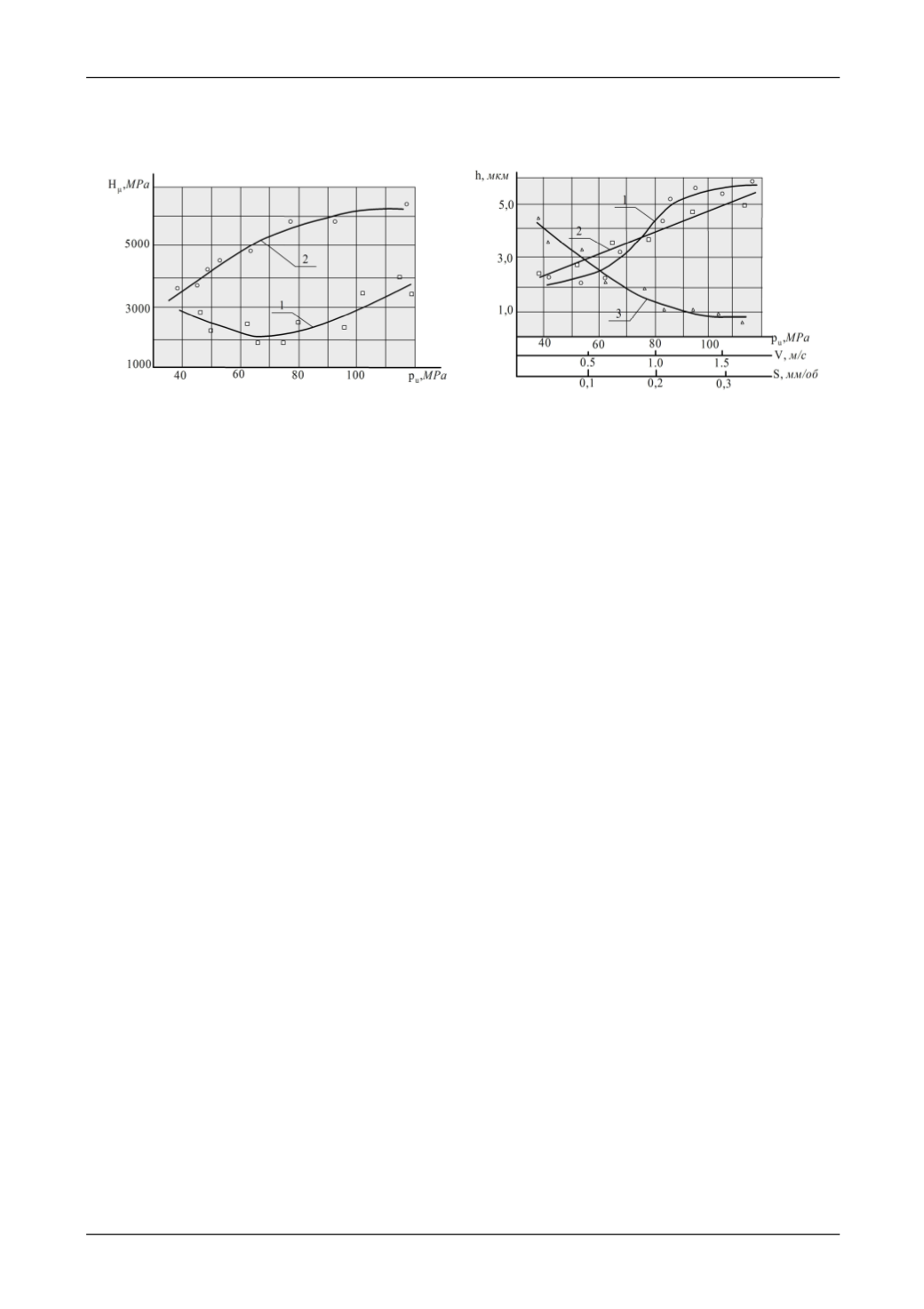
полученного покрытия и основного материала от удельного давления для стали 45. На рис. 2
представлены графические зависимости толщины нанесенного покрытия от режимов его на-
несения.
Рис. 1. Зависимость микротвёрдости нанесённого
покрытия (1) и основного материала (2) от удельного
давления при фрикционной обработке образцов из
стали 45
Рис. 2. Зависимость толщины покрытия стальных
образцов от режимов обработки:
1 - удельное давление; 2 - скорость скольжения;
3 - продольная подача
Из представленных графиков видно, что микротвердость как нанесенного покрытия,
так и стальной поверхностей увеличивается с повышением удельного давления инструмента
из медного сплава на стальную поверхность выше 70
MPа
, при этом шероховатость поверх-
ности не изменилась по сравнению с исходной
Rа =0,8
мкм. На толщину наносимого покры-
тия в равной мере влияют как величина продольной подачи, так и скорость скольжения, с
увеличением которых толщина наносимого покрытия увеличивается до 4…5 мкм.
С целью изучения возможности повышения производительности процесса ФАБО был
расширен диапазон режимов нанесения покрытия: скорость скольжения принималась в пре-
делах
0,20…2,0 м/с
; удельное давление
130…160 MPа
; продольная подача
0,20…0,35 мм/об
.
Использование этих режимов, также как и отсутствие в зоне нанесения покрытия техноло-
гической среды, приводило к ухудшению характеристик наносимого слоя латуни. На по-
верхности образцов появились задиры, нарушалось такое важное требование к покрытию,
как сплошность. Эксперименты показали, что при указанных условиях обработки интенси-
фикация режимов не только не дает положительных результатов, но и ухудшает качество по-
верхности.
Для создания на поверхности стальной детали сплошного покрытия методом финиш-
ной антифрикционной безабразивной обработки необходимо, что бы трение инструмента из
медного сплава о поверхность детали происходило при повсеместном схватывании поверх-
ности стальной детали с материалом инструмента, налипание медного сплава на поверхность
происходило не отдельными крупными частицами, а сплошным слоем, хорошо сцепленным
с подложкой.
Для улучшения качества покрытия были проведены эксперименты по обработке
стальных образцов с добавлением в технологическую среду 1% раствора
HCl
в качестве при-
садки в соотношении 0…15% весовых частей технологической среды. Процесс ФАБО осу-
ществлялся при
p
u
=
50…110 MPа
,
V
=
0,20…2,0 м/с
,
S
=
0,05…0,30 мм/об
для образцов из стали
45 [6]. С точки зрения повышения производительности процесса и обеспечения качества по-
крытия наиболее эффективным показала себя технологическая среда, содержащая 90 весо-
вых частей глицерина
и 10 весовых частей 1% раствора
HCl
. Результаты проведенных экс-
периментов по изучению влияния режимов финишной антифрикционной безабразивной об-
работки на микротвердость наносимого покрытия и его толщину с использованием предла-
гаемой технологической среды представлены на рис.3 и рис.4.