












 94 / 457
94 / 457

Механики XXI веку. №15 2016 г.
94
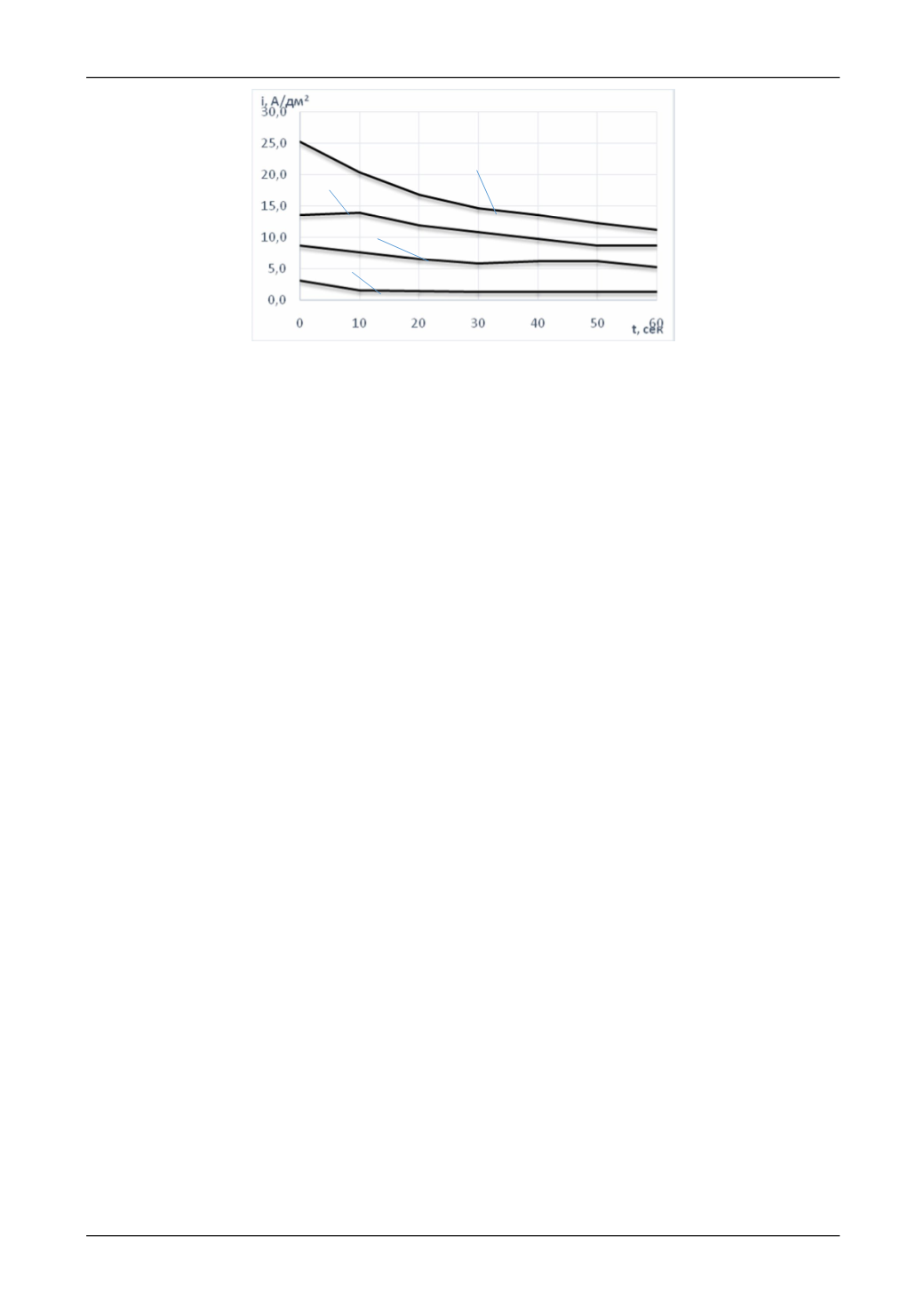
Рис. 3. Потенциостатические поляризационные кривые анодного растворения покрытия
на основе стали Р6М5 с добавлением TiC в водном растворе 10% NaCl
1 - φ =2 В; 2 - φ =4 В; 3 - φ =6 В; 4 - φ =8 В
Этот факт подтверждается результатами потенциостатических исследований, проведенных
при фиксированном значении потенциала (рис. 3).
При потенциалах φ = 2В и 4В (кривые 1 и 2) с течением времени не происходит значительно-
го снижения плотности тока. Уменьшение величины плотности тока наблюдается при φ=6В и 8В
(кривые 3 и 4), что может свидетельствовать об образовании окисной пленки на поверхности обраба-
тываемого материала.
Растворение покрытия на основе Р6М5+TiC в водном растворе Na
2
SO
4
происходит в активном
состоянии во всем исследуемом диапазоне потенциале (рис. 2, кривая 2). Максимальная плотность
тока
i
=10А/см
2
достигается при φ=8В.
Выводы. Проведенные экспериментальные исследования показали, что электрохимическое
растворение покрытия Р6М5 с добавлением карбидов титана в водном растворе NaCl происходит в
активном состоянии до значений потенциала 6В, при этом плотность тока достигает максимума
i
=
11А/см
2
. При потенциалах тока от 6 до 8В происходит пассивация поверхности покрытия. Электро-
химическое растворение покрытия в водном растворе Na
2
SO
4
происходит в активном состоянии во
всем исследуемом диапазоне потенциалов. Следует отметить тот факт, что плотность тока при элек-
трохимическом растворении напрямую связана с количеством удаляемого материала, а, следователь-
но, с производительностью обработки. Таким образом, для достижения максимальной эффективности
процесса электрохимической обработки покрытия на основе стали Р6М5+TiC в водном растворе 10%
NaCl рекомендуется использование потенциала φ = 6В. Однако, в случае использования электроал-
мазного шлифования рекомендуется использование пассивирующего электролита, в данном случае
хлорида натрия при φ от 6В до 8В, так как при контакте алмазного круга с обрабатываемой поверх-
ностью, пассивирующая пленка будет удаляться, вследствии чего, процесс анодного растворения бу-
дет проходить в активном состоянии.
Литература:
1.
Коган Б. И. Технология обеспечения восстановления деталей горных машин. – Кемерово: Кузбас-
свузиздат, 2007. 392с.
2.
Galchenko N.K., Kolesnikova K.A., Belyuk S.I., Dampilon B.V., 2014 Structure and properties of boride
coatings synthesized from thermo-reactive powders during electron-beam surfacing. Advanced Materials Research.
2014. Т. 880. С. 265 – 271.
3.
Собачкин А.В., Яковлев В.И., Ситников А.А., Логинова М.В., Иванов С.Г.И., Свиридов А.П. Де-
тонационные покрытия на основе алюмоматричного композиционного материала для юбки поршня двигателя
внутреннего сгорания. В сборнике: Упрочняющие технологии и функциональные покрытия в машиностроении
Сборник трудов Всероссийской молодежной научно-практической школы. 2015. С. 12.
4.
Рахимянов Х.М., Семенова Ю.С., Сауткина М.А., Скрынник В.А., Лихачев А.П. Выбор режимов
ультразвукового пластического деформирования для обеспечения геометрического состояния поверхности при
ее подготовке перед нанесением покрытия. В сборнике: Инновации в машиностроении труды 4-й Международ-
ной научно-практической конференции. 2013. С. 198 – 203.
5.
Рахимянов Х.М., Красильников Б.А., Янпольский В.В., Козич Т.В. Особенности электроалмазного
шлифования деталей с покрытием на основе порошкового материала ПС12НВК // Обработка металлов (техно-
логия, оборудование, инструменты). 2013. № 3 (60). С. 36 – 40.
4
3
1
2