












 43 / 457
43 / 457

Современные технологии и автоматизация в машиностроении
43
количество отверстий, х262 – размер отверстия (d x l), 263 – размеры резьбы, х26i – другие парамет-
ры; х27 – конструктивное исполнение корпусной части, х271 – отогнутая, х272 – изогнутая, х273 –
прямая, х27i – другие варианты; х2i – другие параметры (рис. 4).
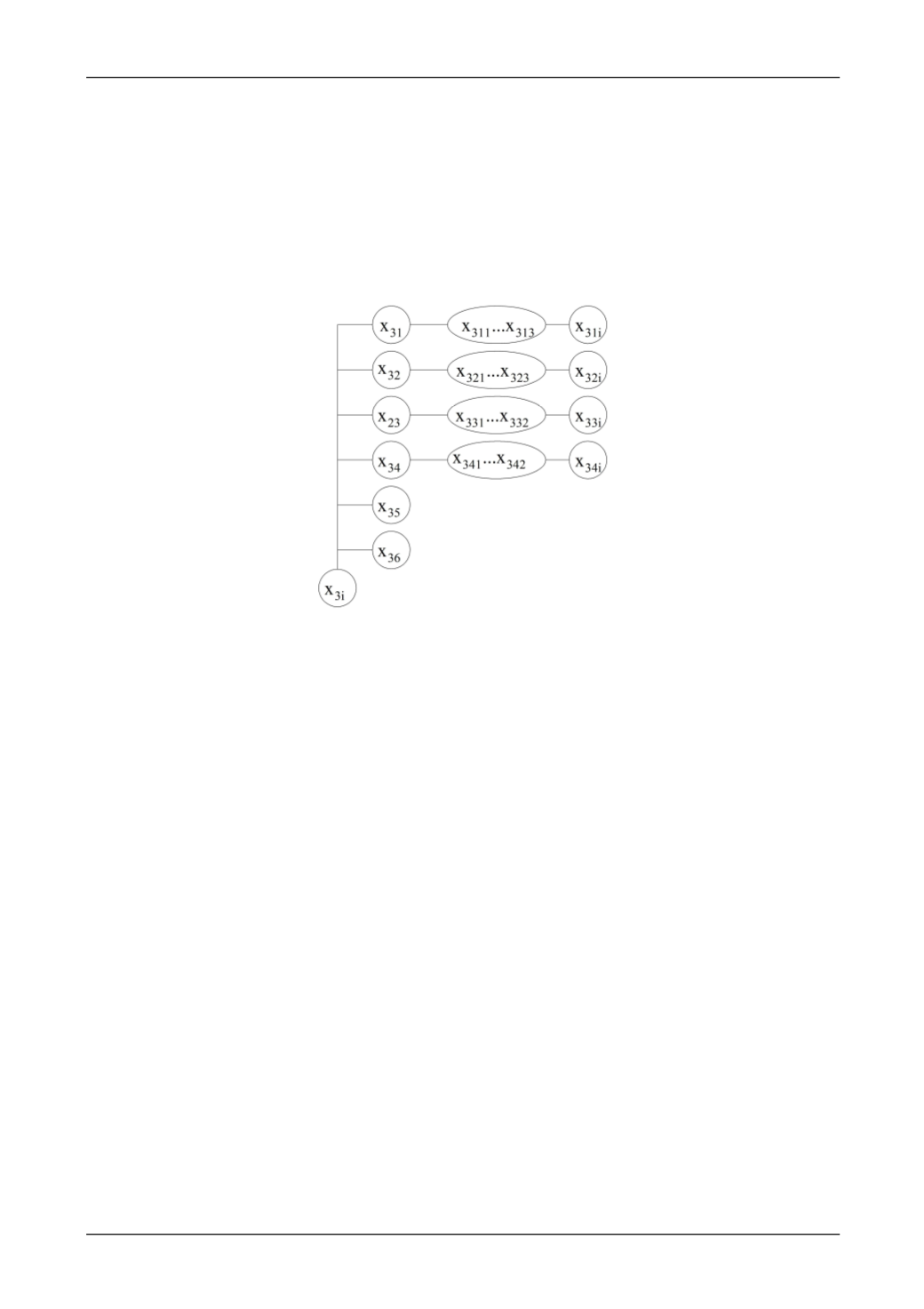
Крепежная часть сборных токарных резцов для обработки композитов (вершина х3) характе-
ризуется системой параметров, являющихся вершинами ребра lx3: х31 – клинья крепежные, х311 –
количество клиньев, х312 – линейные размеры клина, х313 – угол заклинивания, х31i – другие вари-
анты; х32 – крепежный винт, х321 – количество винтов, х322 – размеры резьбы, х323 – точность
резьбы, х32i – другие варианты; х33 – подвижный штифт, х331 – количество штифтов, х332 – линей-
ные размеры штифтов; х34 – качающийся рычаг, х341 – количество рычагов, х342 – линейные разме-
ры рычага, х34i – другие параметры; х35 – опорная пластина; х36 – узел прихвата (рис. 5).
Рис. 5. Крепежная часть сборного токарного инструмента
Представленная в данной статье графовая модель позволяет описать варианты конструкций
сборного токарного инструмента, разложить на элементы любую его конструкцию для получения
более полного представления об устройстве инструмента, оценить его работоспособность, построить
логическую схему технического решения, представить информацию в матричной форме, что позво-
лит создать базу данных. Кроме того, модель при необходимости может быть дополнена другими
конструкциями и составляющими частями сборного токарного инструмента.
Представленную модель целесообразно использовать для создания программного обеспече-
ния, которое позволит значительно повысить эффективность процесса подготовки производства из-
делий из композиционных материалов, ускорить принятие синтезированного решения по выбору ра-
ционального композита технологами в условиях реального производства и тем самым увеличить
применяемость композиционных материалов в различных областях промышленной индустрии за
счет автоматизации
Литература:
1.
Дж. Любин. Справочник по композиционным материалам: в 2-х кн. / Пер. с англ. А.Б. Геллера,
М.М. Гельмонта; под ред. Б.Э. Геллера.- М:. Машиностроение, 1988 – 1032 с., ил.
2.
Ярославцев В.М. Высокоэффективные технологии обработки изделий из композиционных мате-
риалов / Наука и образование. Электронное научно-техническое издание. МГТУ им. Н.Э. Баумана.
http://technomag.edu.ru/doc/361759.html(28.09.15).
3.
Лобанов Д.В. Разработка и реализация технологических методов создания, изготовления и выбора
фрезерного инструмента для эффективной обработки композиционных неметаллических материалов. Дисс. док.
тех. наук. Новосибирск, 2013. – С. 381.
4.
Кугультинов С.Д., Ковальчук А.К., Портнов И.И. Технология обработки конструкционных мате-
риалов – М.: Изд-во МГТУ им. Н.Э Баумана, 2008. – 672 с.
5.
Янюшкин А.С., Рычков Д.А., Лобанов Д.В. Исследование качества поверхности при формирова-
нии режущей кромки фрезерного инструмента для обработки композиционных материалов. / Актуальные про-
блемы в машиностроении. 2014. № 1. С. 582-588.
6.
Лобанов Д.В., Янюшкин А.С. Технология инструментального обеспечения производства изделий
из композиционных неметаллических материалов: монография / Старый Оскол: ТНТ, 2012. - 296 с.