












 427 / 457
427 / 457

Эксплуатация и ремонт машин и оборудования
427
наличии абразивных частиц в перекачиваемой жидкости резко увеличивается интенсивность нарас-
тания отказа.
После предремонтной разборки насоса и дефектовки деталей, определяют техническое со-
стояние поверхностей и назначают способы восстановления и ремонта повреждений в соответствии с
регламентными требованиями и техническими условиями.
В ремонтных мастерских удаление следов износа производится методом притирки вручную.
Проблема сокращения себестоимости ремонтных работ напрямую зависит от способов механизации
и автоматизации ремонта различных элементов машин. Решением по вопросам повышения точности
выполнения сферических поверхностей и качества обработки изношенных сопрягаемых поверхно-
стей в аксиально-поршневых насосах предлагается методом использования токарно-винторезного
станка с частичной модернизацией суппорта (рис. 3).
1
2
3
4
5
6
7
R
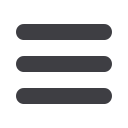
Рис. 1. Схема расположения блока цилиндров и распределителя аксиально-поршневого насоса:
1 – корпус, 2 – блок цилиндров, 3 – плунжер; 4 – шток центральный, 5 – распределитель; 6 – крышка корпуса
нижняя, 7 – зона сопряжения.
а)
б)
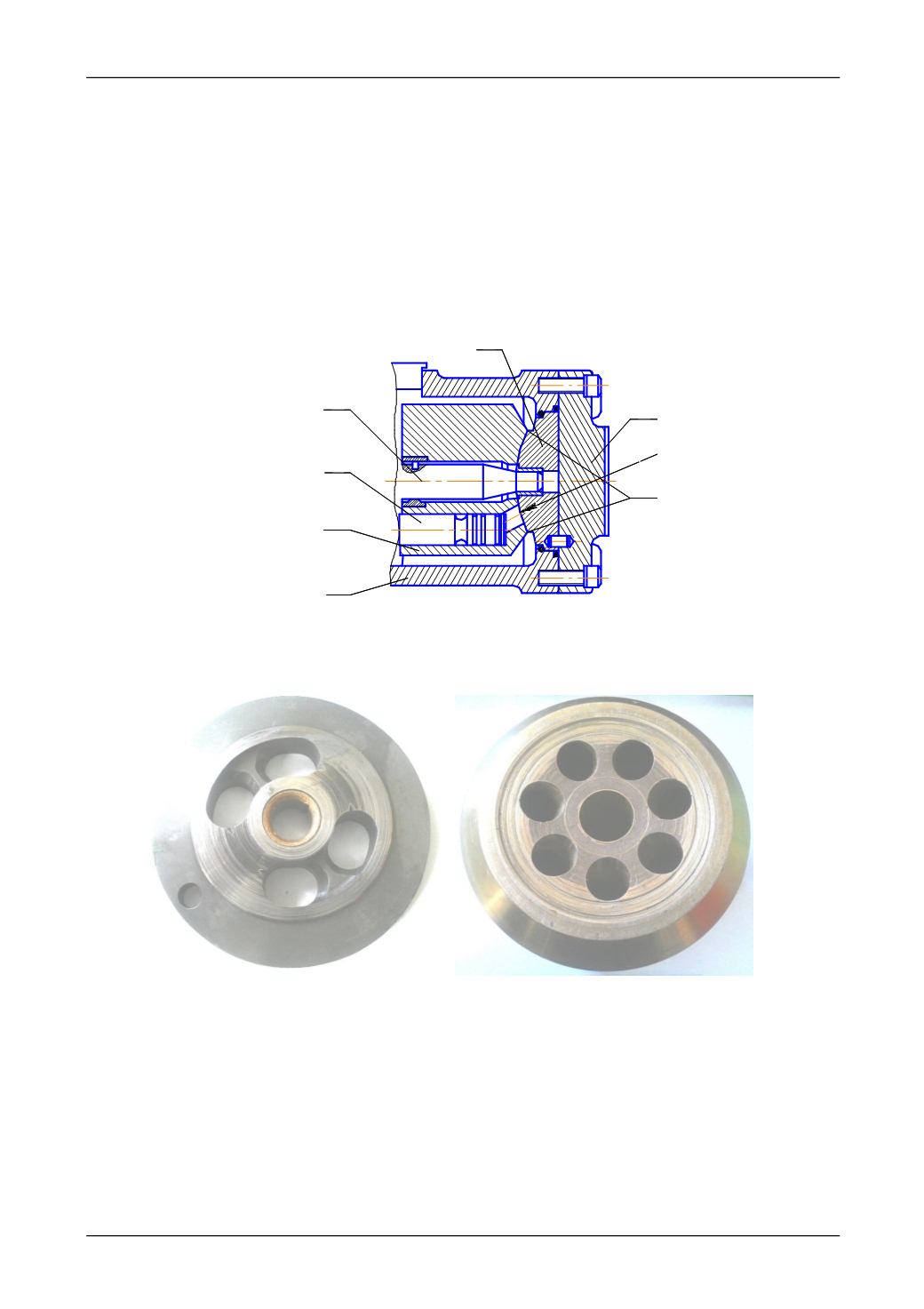
Рис. 2. Повреждения на сопрягаемых сферических поверхностях аксиально-поршневого насоса.
а) поверхность блока цилиндров, б) поверхность распределителя.
Суппорт токарного станка (рис. 3) включает в себя: продольные салазки 2, поперечные салаз-
ки 3 с средней поворотной частью 4 и верхнюю часть суппорта 5 с 4-х позиционным резцедержате-
лем 6. Верхняя часть суппорта 5 позволяет осуществлять ее поворот вокруг оси А-А на угол от 0 до
30 градусов в горизонтальной плоскости, что вполне достаточно для обработки сферической поверх-
ности с радиусом до 200 мм. Изменение радиуса относительно оси поворота можно осуществлять с
помощью ходового винта 7 за счет перемещения верхней части суппорта 4. Для осуществления пово-
рота вокруг оси А-А необходимо ослабить винты 8, обеспечив беззазорный поворот. Для уменьшения