












 159 / 457
159 / 457

Современные технологии и автоматизация в машиностроении
159
УДК621.914
Эффективность селективного лазерного
формообразования деталей в машиностроении
Сычев Е.А.
Орловский госудаственный университет имени И.С. Тургенева, ул. Комсомольская 95, Орел, Россия
lastsea@mail.ruКлючевые слова:
эффективность, аддитивная технология, этапы прототипирования, лазер-
ное спекание
В статье рассматриваются вопросы повышения эффективности и качества метода селективного
лазерного спекания, а также рассматриваются этапы прототипирования: подготовка прототипа, построе-
ние прототипа и финишная обработка прототипа. Предложен метод разбиения модели на слои разной тол-
щины, который позволяет повысить производительность процесса построения прототипа, не учитывающий
величину получаемой шероховатости. Приведены расчеты толщины слоя, производительности лазерного спе-
кания, скорости термической обработки, времени построения конечного прототипа в упрощенном виде. Вы-
явлены зависимости между режимами работы лазера и траекторией пятна лазера, скорости сканирования
слоев от частоты следования импульсов. Также установлено, что увеличение шага импульсов приводит к
уменьшению времени обработки, а следовательно это приводит к увеличению производительности процесса
построения прототипа, но уменьшается перекрытие единичных пятен и площадь получаемого слоя, а следо-
вательно увеличивается шероховатость поверхности.
Применение в современном машиностроении промышленных 3D принтеров, позволяющих
получать конечные изделия, обусловлено универсальностью оборудования с высоким качеством про-
тотипа и специализацией оборудования, позволяющей решать производственные задачи и требую-
щей изготовления моделей из разных материалов в областях, где аддитивные технологии получили
наибольшее развитие – в медицине, автомобилестроении и авиации.
Промышленные 3D принтеры с использованием технологии послойного синтеза металличе-
ских деталей, позволяют получить высококачественные металлические изделия, на основе исключи-
тельно данных CAD файла, в полностью автоматическом режиме, с подбором режимов работы на
основе отработанных алгоритмов, производят конечное изделие не требующей финишной обработки,
при этом толщина слоя должна быть как можно меньшей для получения требуемой шероховатости
поверхности.
Данное условие увеличивает время получение конечной продукции в разы, поэтому появляет-
ся необходимость в сокращении этого времени посредством повышения эффективности на этапах
прототипирования.
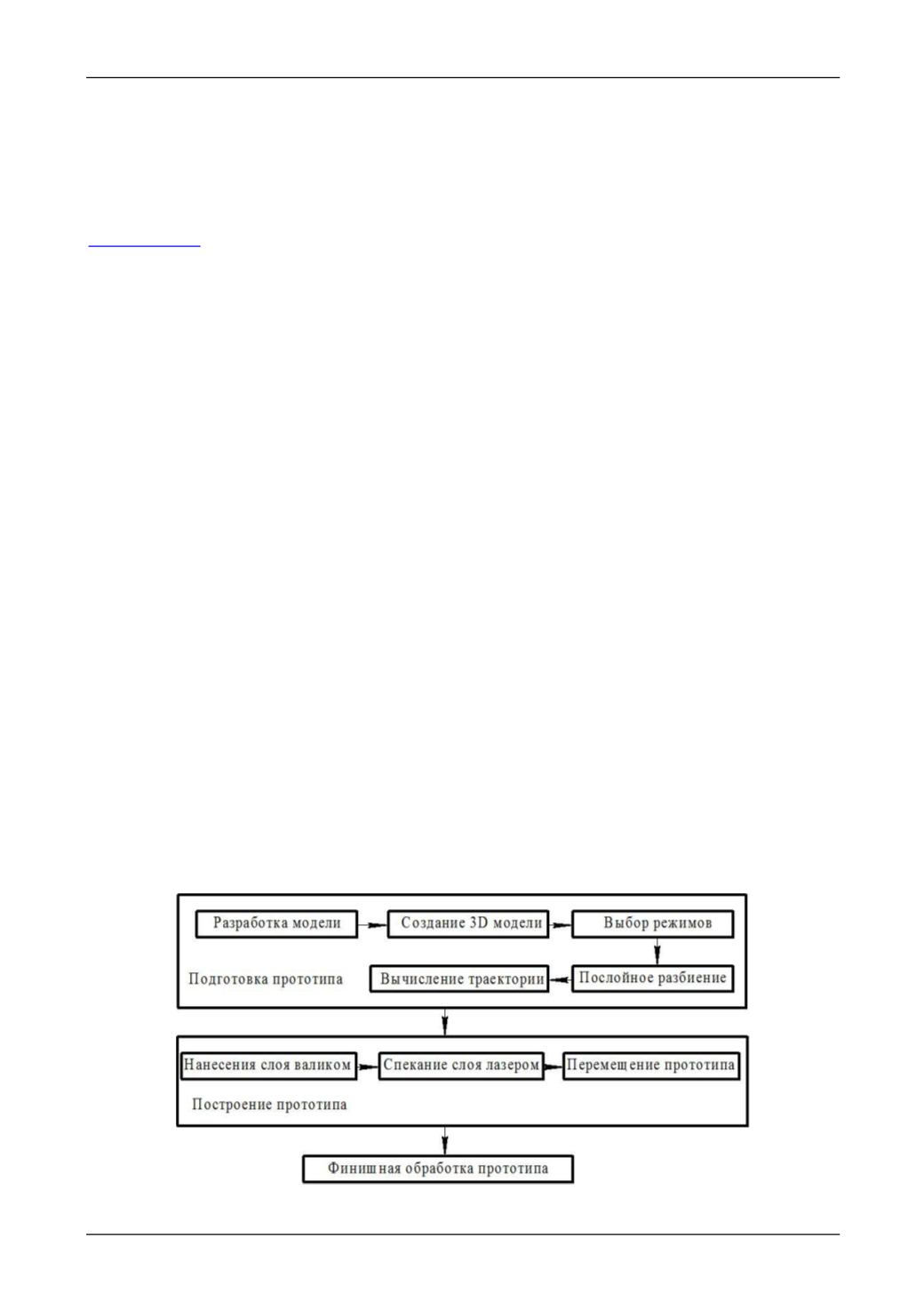
Этапы прототипирования методом селективного лазерного спекания можно представить сле-
дующим образом: подготовка прототипа, построение прототипа и финишная обработка прототипа
(рисунок 1).
Рис. 1. Этапы прототипирования методом селективного лазерного спекания