












 301 / 457
301 / 457

Материаловедение, динамика и прочность машин и механизмов
301
Целью данной работы являлось исследование влияния промежуточной низкоуглеродистой
вставки на структуру сварных швов между разнородными сталями Э76 и 12Х18Н10Т.
Материалы и методы исследования.
Объектом исследований являлись образцы, вырезан-
ные из сварных соединений между заготовками из разнородных сталей 12Х18Н10Т и Э76, выполнен-
ных контактной стыковой сваркой без низкоуглеродистой вставки и со вставками толщиной 20 и 5
мм. Вставка выполнялась из стали 20. Структурные исследования образцов проводились на световом
микроскопе Carl Zeiss Axio Observer.Z1m. Оценку микротвердости проводили на микротвердомере
для проведения испытаний по Виккерсу 402MVD.
Результаты и обсуждение.
Низкоуглеродистая вставка при сварке разнородных сталей Э76 и
12Х18Н10Т может являться барьерным слоем [8 - 10], сдерживающим поток легирующих элементов
из хромоникелевой стали в высокоуглеродистую и диффузию углерода из стали Э76 в аустенитную
сталь. Схема такого сварного соединениями представлена на рисунке 1.
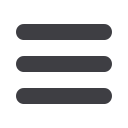
Рис. 1. Схема сварного соединения:
1 – рельс Э76, 2 – вставка сталь 20, 3 – вставка 12Х18Н10Т, 4 – крестовина 110Г13Л [11].
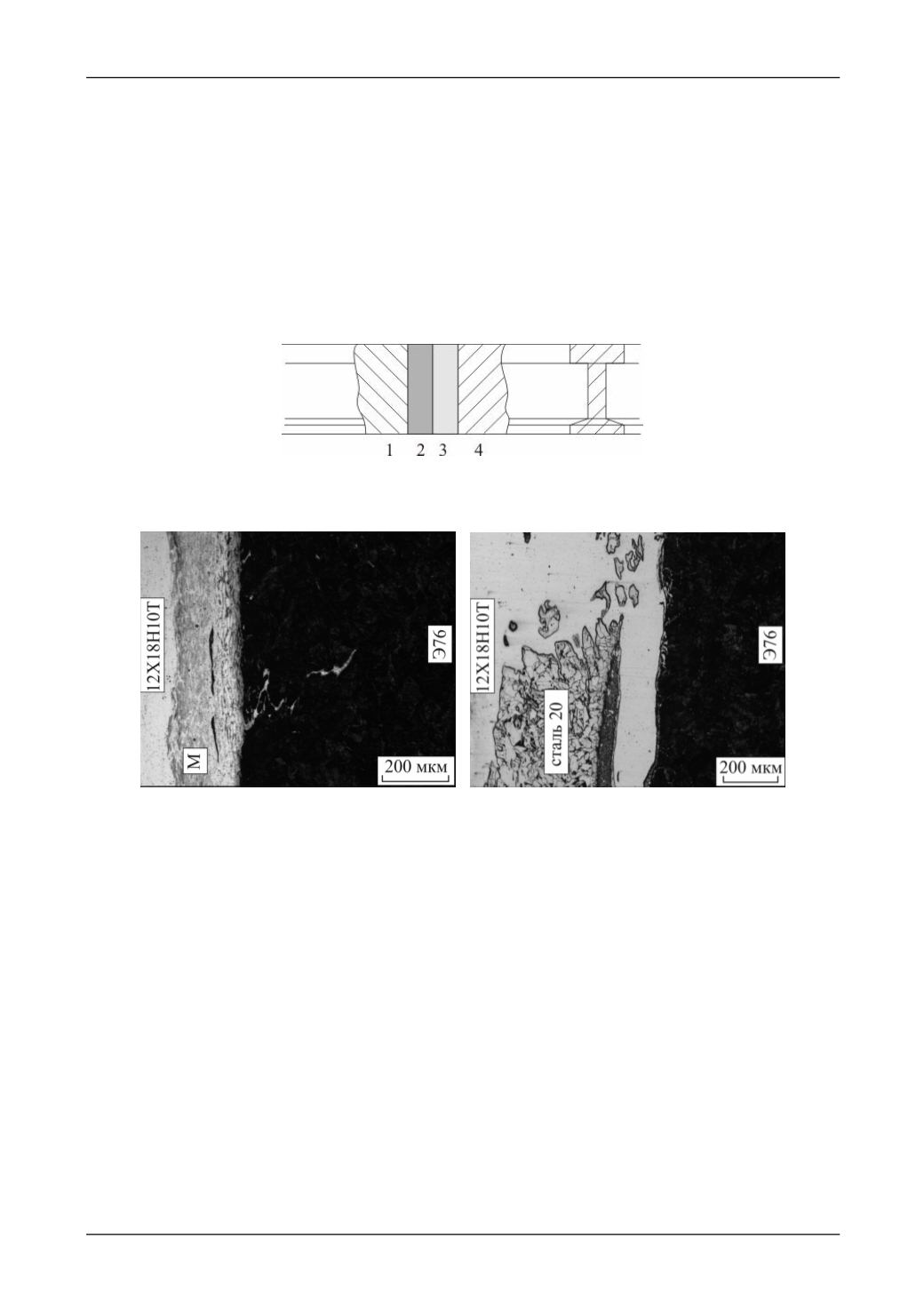
а) б)
Рис. 2. Общий вид сварного шва между сталями Э76 и 12Х18Н10Т, сваренных
без вставки (а) и через низкоуглеродистую вставку толщиной 20 мм (б). М - мартенсит.
Структура исходного сварного шва, выполненного между сталями Э76 и 12Х18Н10Т без
вставки, представлена на рисунке 2 а. Поскольку во время сварки происходит механическое переме-
шивание свариваемых сталей, активно идут диффузионные процессы, структура шва существенно
отличается от структуры исходных сталей. Ширина сварного шва составляет 1000 - 1500 мкм.
Структурные исследования сварных швов, полученных с использованием низкоуглеродистых
вставок, показали, что толщина переходной зоны при использовании вставки толщиной 5 мм состав-
ляет 500 мкм, а для вставки толщиной 20 мм - до 1000 мкм. В локальных легированных областях
присутствует мартенсит с твердостью, достигающей уровня 800 HV. Микротвердость рельсовой и
хромоникелевой стали составляет 350 и 270 HV, соответственно.
Одним из факторов, влияющих на надежность сварного соединения, формируемого с исполь-
зованием низкоуглеродистой вставки, является ее отсутствие как самостоятельного слоя в получен-
ном сварном шве. Таким образом, начальная толщина сварки играет важную роль. Ранее проведен-
ные исследования [12] показали, что оптимальная толщина вставки составляет 5 - 20 мм. Увеличение
толщины вставки приводит к формированию самостоятельного низкоуглеродистого слоя в сварном
шве (рисунок 2 б).